Схема затяжки головки двигателя д 240
Содержание:
- Динамометрический ключ своими руками
- Сборка
- Как отрегулировать клапаны на МТЗ-80 и МТЗ-82
- Как правильно проводить затяжку ГБЦ
- Моменты затяжки основных резьбовых соединений
- Контрольная, повторная обтяжка ГБЦ
- Подготовка блока
- ИНСТРУКЦИЯ по установке гильз ММЗ и ЗИЛ
- Подготовка стягиваемой поверхности блока и головки
- Затягивание соединений без динамометрического ключа
- Устранение неисправностей головки цилиндров
- КШМ двигателя Д-240. Маховик, коленвал и поршневая трактора МТЗ-82
- Порядок затяжки ГБЦ и усилие затяжки
- Порядок затяжки ГБЦ и усилие затяжки
- Порядок затяжки ГБЦ и усилие затяжки
- Устранение неисправностей головки цилиндров
- Установка головки блока
Динамометрический ключ своими руками
Динамометрические ключи, особенно те разновидности, которыми удобно пользоваться, стоят весьма дорого, поэтому многих автомобилистов интересует, как сделать такое устройство из подручных средств с минимальными затратами. Понимая принцип работы динамоключа, можно сделать его из обычного рожкового или накидного ключа, безмена на 20 кг и трубы длиной 0,5 м. Труба должна быть металлической и такого диаметра, чтобы в ней легко помещалась рукоятка ключа. Проделав отверстия в трубе, закрепляют весы под углом 90 градусов к трубе. Изготовленный из указанных деталей динамо-ключ позволяет затягивать болты, гайки с моментом не более 100 Нм. Однако точность этого прибора оставляет желать лучшего.
Сборка
Головку цилиндров собирайте в последовательности, обратной разборке. Перед сборкой головку цилиндров и клапаны обдуйте сжатым воздухом. Тарелки и седла клапанов протрите салфеткой, смоченной в керосине. Клапаны устанавливайте в те седла, к которым они были притерты. Стержни клапанов перед сборкой смажьте дизельным маслом. Стержни должны перемещаться в направляющих втулках без заеданий и заметного поперечного покачивания. Сухари клапанов должны выступать над плоскостью тарелки пружины клапана на 1±0,5 мм. Допускается утопание до 1 мм.
Герметичность сопряжения «клапан – гнездо тарелки клапана» проверьте одним из следующих способов: залейте во впускные и выпускные каналы головки цилиндров керосин. В течение 2…3 мин после этого течь керосина не допускается; на тарелки клапана налейте водную эмульсию или дизельное топливо, подведите сжатый воздух под давлением 0,3…0,5 кгс/см 2 во впускные и выпускные каналы головки цилиндров с помощью приспособления КИ–16311. Появление воздушных пузырьков из-под тарелки клапана не допускается.
Тракторные двигатели МТЗ оснащаются съемной головкой, которая устанавливается на блоке цилиндров и крепится болтами. От корректности установки деталей и соблюдения момента затяжки ГБЦ МТЗ зависит надежность работы силового агрегата. При прорыве выхлопных газов или охлаждающей жидкости снижается мощность, разрушаются компоненты поршневой группы и газораспределительного механизма мотора.
Как отрегулировать клапаны на МТЗ-80 и МТЗ-82
Регулировка клапанов трактора МТЗ-80 и его аналогов (МТЗ-82) — составная и важная задача при техническом обслуживании системы газораспределения дизеля и после его ремонта. Эти действия позволяют улучшить работу двигателя, сократить расход топлива, повысить мощность и КПД. Многое зависит от режима и условий эксплуатации трактора. Качественная работа дизеля отражается на его долговечности и надёжности. При интенсивной эксплуатации двигатель и его составные части получают существенную нагрузку. Она отражается на геометрии многих деталей. Клапана и прочие элементы газораспределительного механизма подвергаются термической нагрузке (сильному нагреву), механическим и динамическим перегрузкам. Вибрация, постоянное движение, перепады температуры.
Содержание работ
Весь смысл операции состоит в получении нужных зазоров между бойками коромысел и торцами стержней регулируемых клапанов. При этом следует точно подтянуть болты крепления цилиндров. Следует помнить, что регулировка клапанов трактора МТЗ-82 (и предшественника МТЗ-80) обязана выполняться в чёткие промежутки времени. Сначала, непосредственно после процедуры обкатки, а потом последующие 480 часов конкретной эксплуатации. Любая разборка цилиндров в последующее время подразумевает аналогичные действия. Явным признаком экстренной настройки может служить стук клапанов. Тогда производят внеплановую регулировку. При ухудшении качества работы двигателя, появления задымлённости медлить с проверкой клапанов не стоит!
Очерёдность работ
При наличии элементарных технических навыков, знания устройства двигателя, умения обращаться с простым слесарным инструментом, эту регулировку можно выполнить самостоятельно. Но главное — строго соблюдать очерёдность действий. Начинать регулировку надо с приготовления доступности к крышке головки блока цилиндров. Потом снимают с крышки цилиндров защитный кожух. После следует контролировать силу затяжки креплений у стоек вала коромысел. При этом поршень первого цилиндра обязан быть в положении ВМТ (верхняя мёртвая точка), а его клапаны плотно прижаты (другими словами — закрыты).
На винте для регулировки необходимо ослаблять контргайку нужного клапана, а после, вкручивая или выкручивая винт, выставляют требуемый по щупу зазор между бойком и торцом. Щуп — это мерка, шаблон с определённым значением величины. Ведь измерить зазор другим, примитивным способом в данных условиях нереально. Выполнив регулировку зазора, надо очень крепко закрутить контргайку и сделать контрольную проверку щупом величины зазора. При этом необходимо прокручивать штангу.
Разумеется, клапаны надо подвергать регулировке в строгой очерёдности по формуле работы цилиндров в двигателе. Первый, третий, четвёртый, второй. Это делают при помощи вращения коленчатого вала на половину оборота, причём по часовой стрелке!
Дополнительные наставления
Запрещается закручивать гайки быстро, туго и резкими движениями. Это делается спокойно и равномерно, в несколько заходов
Важно давать возможность и свободу для перемещения закручиваемых элементов. Так проще правильно выставить их положение. Закручивать крепёж важно на тёплом двигателе
Существует схема очерёдности затяжки болтов головки блока цилиндров. Её можно посмотреть в руководстве по регулировке газораспределительного механизма. Эта схема позволяет произвести затяжку качественно, обеспечив идеальную герметичность двигателю
Закручивать крепёж важно на тёплом двигателе. Существует схема очерёдности затяжки болтов головки блока цилиндров
Её можно посмотреть в руководстве по регулировке газораспределительного механизма. Эта схема позволяет произвести затяжку качественно, обеспечив идеальную герметичность двигателю.
Приведённый выше пример описывает самый простой способ регулировки клапанов двигателя. Существуют и альтернативные методы. Например, двукратный метод. Вам понадобится помощник, так как будет необходимо нажимать педаль сцепления и проворачивать маховик, сверяя положение меток, сделанных специально для этой цели.
Помните главное — техника любит уход, заботу, интеллектуальный подход и бережное отношение!
agromania.com.ua
Как правильно проводить затяжку ГБЦ
В первую очередь найдите оригинальное руководство по эксплуатации вашего автомобиля. Даже если вы покупали авто с рук, в интернете можно найти руководство по использованию. Внимательно изучите все, что вам потребуется при перетяжке гбц, а именно:
- какие вам понадобятся болты для затяжки гбц;
- какое усилие затяжки требует отдельный момент(для каждого нужна разная сила);
- порядок затяжки гбц.
В современных автомобилях используются специальные пружинные болты, не требующие дополнительной затяжки, обратите на это внимание. Такие детали при усилии и попытке их затяжки могут не только деформироваться, но и повредить детали, расположенные рядом
Будьте осторожны, обязательно узнайте, какие болты стоят на вашем автомобиле.
Во время ремонтных работ поставьте специальную прокладку, не дающие усадку болта, это исключит необходимость протяжки болтов.
Для самостоятельной затяжки моментов обязательно понадобится специальный ключ, движения которым придётся делать с точностью до миллиметров, которые производитель указывает в инструкции к автомобилю. Забудьте про мысли, что чем туже вы затянете болт, тем лучше он будет держаться и так далее, в этом деле придётся чётко следовать инструкции, иначе рискуете повредить двигатель автомобиля, что приведет к более дорогостоящему ремонту.
Моменты затяжки основных резьбовых соединений
Крепеж головки цилиндров
Порядок затяжки болтов крепления головки блока цилиндров.
На рисунке приведен порядок затяжки болтов крепления головки цилиндров. Предварительно установленные болты подтянуть от руки. В дальнейшем болты крепления головки блока цилиндров затягиваются за три приема:
1 прием – болты затянуть моментом 100±10 Н·м (10±1 кгс·м).
2 прием – болты довернуть на 180º±5º.
3 прием – болты довернуть на 90º±5º.
Внимание:
После затяжки болтов крепления головки блока цилиндров, выполненной в три приема, дальнейшего контроля затяжки болтов в эксплуатации не требуется
Резьбовое соединение
Момент затяжки, Н·м (кгс·м)
Крепеж коленчатого вала и шатунно-поршневой группы
Болты крепления крышки коренных подшипников коленчатого вала
Предварительный момент затяжки: 135±15 (13,5±1,5)
Окончательный момент: довернуть болты на 120º±2º
Болты крепления маховика.
Внимание:
Болты используются только 1 раз. Установка болтов второй раз недопустима
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления гасителя крутильных колебаний.
Внимание:
Болты используются только 1 раз
Установка болтов второй раз недопустима.
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления крышки шатуна
Предварительный момент затяжки: 70 ± 5 (7 ± 0,5)
Окончательный момент: довернуть болты 115º±2º
Болты крепления форсунок охлаждения поршней
8 – 10 (0,8 – 1,0)
Крепеж внутри картера маховика
Болты крепления корпуса шестерен
80 — 100 (8,0 – 10,0) с нанесением анаэробного герметика Loctite 518 на фланец
Болты крепления масляного насоса
22 — 25 (2,2 – 2,5)
Болты крепления подшипника распределительного вала
50 – 55 (5 – 5,5)
Болты крепления промежуточной шестерни привода пневмокомпрессора
50 – 55 (5 – 5,5)
Болты крепления картера маховика
Ø10мм: 43 — 55 (4,4 – 5,6)
Ø12мм: 80 — 100 (8,0 – 10,0)
с нанесением герметика Loctite 518 на фланец
Крепеж механизма газораспределения
Болты стоек и оси коромысел
Затяжку производить в три приёма:
1. Завернуть на 2 — 3 оборота;
2. Начиная с середины, последовательно перемещаясь в обе стороны, затянуть моментом 20 — 30 (2,0 — 3,0);
3. Начиная слева, последовательно перемещаясь вправо дотянуть моментом 73,54 ± 4,9 (7,5 ± 0,5)
Регулировочные гайки коромысел
50 – 55 (5 – 5,5)
Крепеж топливной аппаратуры
Гайка крепления шестерни привода топливного насоса
195 ± 5 (19,5 ± 0,5)
Болты крепления топливного насоса высокого давления
50 — 55 (5,0 – 5,5)
Болты крепления рампы
45 ± 2 (4,5 ± 0,2)
Болты крепления скоб форсунок в головке цилиндров
Предварительный момент затяжки: 16±1 (1,6± 0,1)
Окончательный момент: довернуть болты на 95º±2º
Гайка штуцера форсунки в головке блока цилиндров
Предварительный момент затяжки: 5 (0,5)
Окончательный момент затяжки: 55 ± 1 (5,5 ±0,1)
Гайки крепления топливопроводов к рампе и штуцеру форсунки
25+8 (2,5+0,8)
При течи топлива затянуть максимальным моментом 50 (5,0)
Болты крепления фильтра тонкой очистки топлива
22 – 25 (2,2 – 2,5)
Болты крепления блока электронного управления
8 – 10 (0,8 – 1,0)
Крепеж крышки головки цилиндров и масляного картера
Болты крепления крышки головки цилиндров
8 – 10 (0,8 – 1,0)
Болты крепления картера масляного
22 — 25 (2,2 ± 2,5) с нанесением герметика Loctite 518 на фланец
Пробка сливного отверстия масляного картера
70 ± 14 (7,0 ± 1,4)
Крепеж навесных агрегатов
Болты крепления кронштейна генератора
50 – 55 (5,0 -5,5)
Болты крепления генератора на кронштейне
50 – 55 (5,0 -5,5)
Болты крепления кронштейна компрессора кондиционера
50 – 55 (5,0 -5,5)
Болты крепления компрессора кондиционера на кронштейне
22 – 25 (2,2 – 2,5)
Болты крепления натяжных роликов
50 – 55 (5,0 -5,5)
Болты крепления пневмокомпрессора
Ø10мм: 50 — 55 (5,0 – 5,5)
Ø14мм: 140 — 160 (14 – 16)
Болты крепления насоса гидроусилителя руля
50 – 55 (5,0 -5,5)
Гайки крепления стартера
80 – 100 (8 – 10)
Болты крепления распределительной водяной трубы на головке
22 – 25 (2,2 – 2,5)
Болты крепления сервисного модуля
22 – 25 (2,2 – 2,5)
Болты корпуса привода вентилятора
Ø 8мм: 22 — 25 (2,2 – 2,5)
Ø10мм: 50 — 55 (5,0 – 5,5)
Болты крепления предпускового электроподогревателя воздуха
22 – 25 (2,2 – 2,5)
Болты рымов двигателя
140 – 160 (14 – 16)
Крепеж выпускного тракта
Болты крепления выпускного коллектора
Предварительный момент затяжки: 20 (2,0)
Окончательный момент затяжки: 50- 55 (5,0 – 5,5)
Гайки крепления турбокомпрессора на выпускном коллекторе
50 — 55 (5,0 – 5,5)
Гайки крепления заслонки моторного тормоза
50 — 55 (5,0 – 5,5)
Контрольная, повторная обтяжка ГБЦ
Контрольная протяжка производится после обкатки силового агрегата, регламентная проверка выполняется через 1000 часов работы дизеля. Для проведения работ потребуется снять верхний защитный кожух газораспределительного механизма и демонтировать валик с коромыслами. Проверка затяжки проводится по схеме, имеющейся в инструкции по эксплуатации. Для тестирования используется динамометрический ключ, прилагаемый момент составляет 190-210 Н/м.
После проведения протяжки требуется установить на штатные места снятые детали головки цилиндров, а затем проверить корректность установки зазора между бойком коромысла и торцом стержня клапана. Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
Регулировка клапанного механизма выполняется вращением винта (после отворачивания контрящей гайки) начиная с первого цилиндра (от шкива). Для корректной установки зазора поршень выставляется в положение верхней крайней точки (определяется по моменту перекрытия клапанов). После установки параметров в первом цилиндре требуется поочередно отрегулировать зазоры в оставшихся клапанах.
Подготовка блока
1.1 Тщательно очистить посадочные места в блоке перед установкой гильзы (поверхности должны быть чистыми, абсолютно гладкими и без коррозии). Требуемая степень очистки – когда на поверхностях не остаётся видимых следов загрязнений.
Из-за вероятности повреждения нельзя применять твёрдые инструменты (скребки, фрезы и т.п.) для очистки посадочных поверхностей.
1.2 Нутромером измерить диаметры верхнего и нижнего посадочных мест гильзы в блоке.
- ММЗ:
- верхний поясок — 126,0+0,086 мм
- нижний поясок — 125,0+0,043 мм
- ЗИЛ:
- верхний поясок — 125+0,063 мм
- нижний поясок — 122+0,063 мм
1.3 Индикатором измерить глубину проточки под гильзу.
- ММЗ: 9,06 мм
- ЗИЛ: 5,0+0,05 мм
1.4 Измерение плоскостности поверхностей блока цилиндров и головки блока цилиндров.
ММЗ: В соответствии с технической документацией, новые блок и головка цилиндров должны иметь неплоскостность не более 0,05 и 0,08 мм соответственно. В процессе эксплуатации возможно коробление поверхностей указанных деталей. Допустимо без исправления общее коробление до 0,15 мм, если местное коробление на любом участке поверхности 100 х 100 мм не превышает 0,03 мм.
ЗИЛ: Головка не должна превышать 0,15 мм по всей длине и 0,03 мм по длине 50 мм.
ИНСТРУКЦИЯ по установке гильз ММЗ и ЗИЛ
Данные рекомендации относительно установки гильз цилиндров помогут обеспечить правильную замену и последующую надежную работу цилиндропоршневой группы. В течение нескольких лет проводился сбор информации о надежности работы деталей, ЦПГ и причинах отказов, связанных с монтажом гильз цилиндров в блоке двигателя. В результате анализа этой информации установлено, что наиболее часто в двигателях ММЗ всех модификаций встречаются случаи обрывов буртов гильз при сборке двигателей или в начальной стадии их эксплуатации.
Основными причинами данных отказов является несоблюдение требований технической документации на сборку двигателя, а также несоответствующее техническое состояние двигателя (а именно блока цилиндров), при котором гильзы надлежащего качества не могут гарантировать работоспособность!
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.

Подготовка стягиваемой поверхности блока и головки.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии
При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
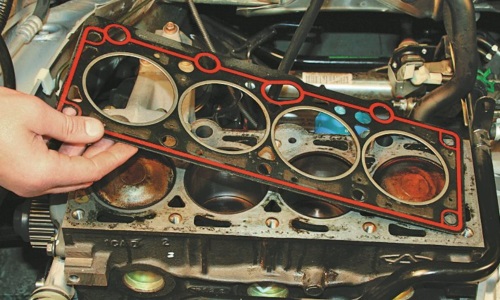
Установка прокладки и гбц на блок.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Затягивание соединений без динамометрического ключа
Когда динамоключа нет и для затяжки используется самодельное приспособление или безмен, нужно высчитывать усилие. Рекомендуемый момент в мануале указан в Ньютонах на метр, а весы выдают значение в килограммах
Важно знать параметр кгс·м, который рассчитывается по формуле:
кгс·м=m/L, где кгс·м – кг силы на метр, m – значение на весах, L – расстояние от центра болта до крепления весов.
1 кгс·м = 9,81 Ньютонов.
Отсюда формула для определения нужного усилия затяжки в кг, если известно это значение в Н:
m = Н · 0,102 · (1 / L),
- m – значение на весах,
- Н – требуемый момент затяжки,
- L – расстояние от центра болта до крепления весов.
Устранение неисправностей головки цилиндров
Разборка. Сожмите пружины клапана с помощью приспособления ОР-9913 (см. рис. 4). Снимите сухари, тарелки пружин, наружные и внутренние пружины клапанов, шайбы. Выньте впускные и выпускные клапаны.Риски, задиры и раковины на поверхности седел клапанов головки цилиндров не допускаются. При наличии этих дефектов обработайте фаски седел фрезами с направляющими хвостовиками в следующем порядке:-обработайте рабочую поверхность седел впускных и выпускных клапанов под углом 45°;-снимите фаску на нижней части седел клапанов под углом 75°;-снимите фаску на верхней части седел клапанов под углом 15°.
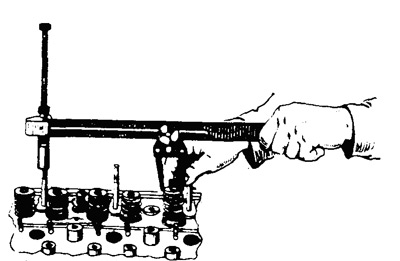
Рис. 4. Снятие и установка клапанных пружин с помощью приспособления ОР-9913.
При увеличении ширины фаски седла клапана более 2 мм уменьшите ее фрезами с углами 15 и 75°. Ширина фаски седла клапана после обработки должна быть 1,5…2 мм; при этом необходимо проверить соосность фасок с направляющими втулками с помощью приспособления КИ– 4929.Клапаны, у которых обнаружена деформация стержня, замените.Проверьте высоту цилиндри-ческого пояска тарелки клапана, которая должна быть не менее 0,5 мм.При обнаружении рисок и раковин на рабочей фаске клапана, а также при износе фаски проведите шлифование рабочей поверхности на стенде Р–108. Фаску впускного и выпускного клапанов шлифуйте под углом 45° относительно оси стержня.
Проверьте упругость пружин на приспособлении КИ–040А (см. рис. 5). Значения усилия сжатия и высоты пружины должны соответствовать данным табл. 1.
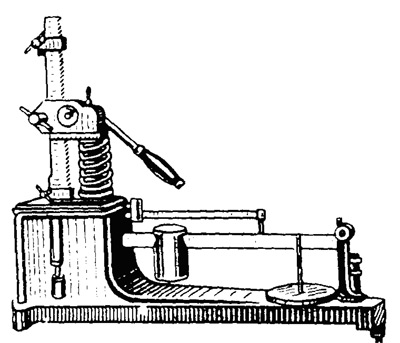
Рис. 5. Проверка успругости клапанных пружин на приспособлении.
Таблица 1: проверка упругости клапанных пружин.
| Пружина | Усиление сжатия до рабочей высоты, кгс | |
|---|---|---|
| нормальное | допустимое | |
| Наружная | 17±1,4 | 14,8 |
| Внутренняя | 8,87±0,7 | 7,4 |
| Пружина | Высота, мм | |
|---|---|---|
| в свободном состоянии | в рабочем состоянии | |
| Наружная | 64,0 | 54,0 |
| Внутренняя | 58,5 | 48,5 |
Пружины не отвечающие этим требованиям, замените. Замерьте внутренний диаметр направляющих втулок с помощью индикаторного нутромера (см. рис. 6). Если внутренний диаметр превышает 11,13 мм или имеется ослабление посадки, замените втулку (см. рис. 7). Новую втулку запрессовывайте с натягом – 0,03 мм (см. рис. 8).

Рис. 6. Замер отверстия направляющей втулки клапана.
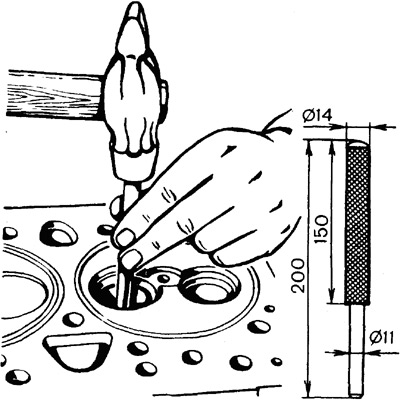
Рис. 7. Выпрессовка направляющей втулки клапана. Оправка для выпрессовки.
Рис. 8. Запрессовка направляющей втулки.
После ремонта клапанов и их седел проведите притирку клапанов к седлам с помощью пневматической дрели 2213 (см. рис. 9). Смажьте рабочую поверхность фаски клапана притирочной пастой (микропорошок М20 с маслом индустриальным 20 или веретенным 3). Наденьте на стержень клапана технологическую пружину, установите клапан в направляющую втулку и вращайте его, периодически приподнимая дрель. Ширина притертой матовой полоски на конической поверхности клапана и гнезда клапана должна быть 1,5…2 мм (см. рис. 10). Верхняя кромка матовой полоски на клапане должна быть расположена на расстоянии не менее 0,5 мм от цилиндрического пояска тарелки клапана.
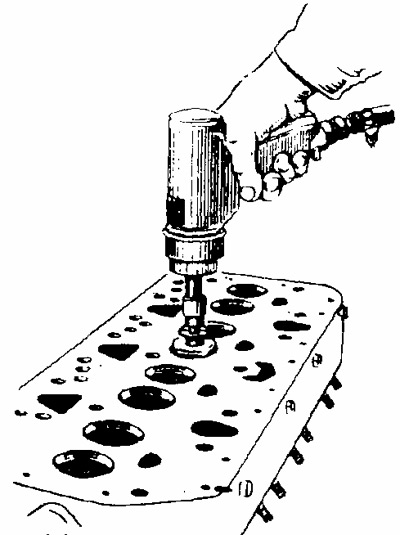
Рис. 9. Притирка клапанов с помощью пневматической дрели.
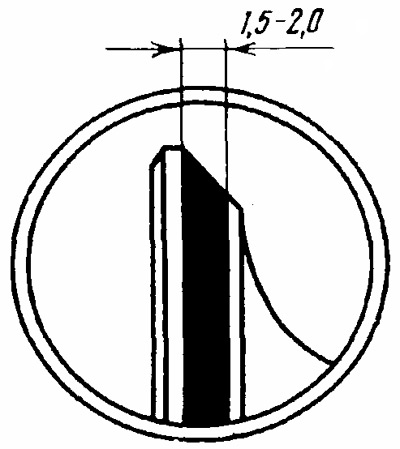
Рис. 10. Матовая полоска на фаске клапана.
КШМ двигателя Д-240. Маховик, коленвал и поршневая трактора МТЗ-82
» Двигатель Д-240 » КШМ двигателя Д-240. Маховик, коленвал и поршневая трактора МТЗ-82
Основными деталями кривошипно-шатунного механизма (КШМ) дизеля Д-240 являются: коленвал, поршневая группа, поршневые кольца и пальцы, шатуны, маховик, шатунные и коренные вкладыши подшипников.
Коленчатый вал трактора МТЗ-82 изготовлен из стали и подвергнут закалке поверхности токами высокой частоты. Вал имеет четыре шатунные и пять коренных шеек и оснащен съемными противовесами, установленные на первой, четвертой, пятой и восьмой шейки. Благодаря противовесам снижается износ коренных подшипников и уменьшается воздействие центробежных сил от неуравновешенных масс кривошипов. Шатунные шейки имеют полости закрытые заглушками, внутри которых происходит очистка масла, поступающее от коренных шеек по наклонным каналам в щеках.
Размеры шеек коленвала (размерная группа)
На переднем конце коленвала смонтированы: шестерня привода масляного насоса; шестерни привода шестерен распределения; шкив клиноременного привода вентилятора, водяного насоса и генератора. На заднем фланце установлен маховик с зубчатым венцом. От осевого перемещения коленчатый вал ограничивается благодаря упорным полукольцам изготовленные из алюминиевого сплава. Упорные полукольца блокируются от проворачивания выступами, вставленные в фрезерованные канавки в крышке подшипника.
Кривошипно-шатунный механизм: 1 — болт маховика; 2 — болт сцепления; 3 — маховик; 4 — венец маховика; 5 — маслосъемные кольца; 6 — компрессионные кольца; 7 — поршень; 8 — втулка головки шатуна; 9 — поршневой палец; 10 — стопорное кольцо; 11 — вкладыш коренного подшипника; 12 — упорное полукольцо; 13 — вкладыш шатунного подшипника; 14 — коленчатый вал; 15 — противовес; 16 — крышка шатуна; 17 — шатунный болт; 18 — шатун; 19 — болт коленчатого вала; 20 — шкив; 21 — шестерня привода масляного насоса; 22 — шестерня.
Штампованные шатуны д-240 двутаврового сечения изготовленные из стали, в верхнюю головку которого запрессована биметаллическая втулка. Во втулке и верхней части шатуна предусмотрены специальные отверстия для смазки поршневого пальца. Нижняя головка разъемная и расточена для монтажа шатунных вкладышей. От осевого смещения вкладыши фиксируются выштампованными усиками, вставляемые в фрезерованные прорези в расточках крышки и шатуна. Крышка шатуна присоединяется к нему болтами.
Поршень двигателя Д-240
Поршневая группа для дизеля изготавливается из алюминиевого сплава. Боковая поверхность поршня имеет две канавки под маслосъемные и три под компрессионные кольца. Для отвода масла в канавках для установки колец просверлены отверстия. Камера сгорания в днище поршня имеет шатровую форму. В бобышках поршня расточены отверстия для установки поршневого пальца и канавки для стопорных колец.
Поршневые кольца изготавливаются из специального сплава чугуна. На каждом поршне устанавливается три компрессионных кольца и четыре маслосъемных скребкового типа.
Вкладыши шатунных и коренных подшипников сделаны из биметаллической сталеалюминиевой полосы. В верхних половинках коренных вкладышей имеются отверстия, совпадающие с маслоподводящими каналами блоке. Кроме того, в первой, третьей и пятой верхних половинках имеются отверстия для отвода масла от коренных подшипников к опорным шейкам распредвала.
Схема расположения поршневых колец на поршне: 1 — верхнее компрессионное кольцо; 2 — компрессионные кольца; 3 — верхние маслосъемные кольца; 4 — нижние маслосъемные кольца; 5 — поршень.
Маховик двигателя Д-240
Маховик изготовлен из серого чугуна в форме массивного диска, крепящегося к фланцу коленвала шестью болтами и фиксируемый парой установочных штифтов. На маховик напрессован зубчатый венец, с которым входит в зацепление шестерня включения редуктора пускача, либо шестерня включения стартера. Для проверки и регулировки угла опережения впрыска топлива, на маховике имеется специальное отверстие (метка).
источник
Порядок затяжки ГБЦ и усилие затяжки
Крепежные болты затягиваются динамометрическим инструментом в соответствии со схемой, приведенной в технической документации. Алгоритм затягивания болтов головки идентичен для атмосферных моторов и агрегатов, оснащенных наддувом. Предварительно крепления закручиваются с усилием 70-90 Н/м, а затем проводится второй этап фиксации с моментом 170-190 Н/м (поэтапное закручивание применяется только для версии дизеля с турбокомпрессором). Между шагами выдерживается пауза 5-6 минут, необходимая для равномерной деформации прокладки.
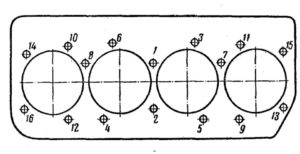 Порядок затяжки головки цилиндров двигателей Д-240, Д-243, Д-245
Порядок затяжки головки цилиндров двигателей Д-240, Д-243, Д-245
Окончательная фиксация деталей производится усилием 190-210 Н/м (атмосферная модель) или 230-250 Н/м (версии с наддувом), прилагать большее усилие категорически запрещено.
Если хотя бы 1 крепежный элемент прокручивается в теле блока или произошел обрыв стержня (или срыв головки), то потребуется демонтировать головку и восстановить резьбу. Эксплуатация мотора с поврежденным элементом крепления головки не допускается.
Порядок затяжки ГБЦ и усилие затяжки
Крепежные болты затягиваются динамометрическим инструментом в соответствии со схемой, приведенной в технической документации. Алгоритм затягивания болтов головки идентичен для атмосферных моторов и агрегатов, оснащенных наддувом. Предварительно крепления закручиваются с усилием 70-90 Н/м, а затем проводится второй этап фиксации с моментом 170-190 Н/м (поэтапное закручивание применяется только для версии дизеля с турбокомпрессором). Между шагами выдерживается пауза 5-6 минут, необходимая для равномерной деформации прокладки.

Окончательная фиксация деталей производится усилием 190-210 Н/м (атмосферная модель) или 230-250 Н/м (версии с наддувом), прилагать большее усилие категорически запрещено.
Если хотя бы 1 крепежный элемент прокручивается в теле блока или произошел обрыв стержня (или срыв головки), то потребуется демонтировать головку и восстановить резьбу. Эксплуатация мотора с поврежденным элементом крепления головки не допускается.
Порядок затяжки ГБЦ и усилие затяжки
Крепежные болты затягиваются динамометрическим инструментом в соответствии со схемой, приведенной в технической документации. Алгоритм затягивания болтов головки идентичен для атмосферных моторов и агрегатов, оснащенных наддувом. Предварительно крепления закручиваются с усилием 70-90 Н/м, а затем проводится второй этап фиксации с моментом 170-190 Н/м (поэтапное закручивание применяется только для версии дизеля с турбокомпрессором). Между шагами выдерживается пауза 5-6 минут, необходимая для равномерной деформации прокладки.
Окончательная фиксация деталей производится усилием 190-210 Н/м (атмосферная модель) или 230-250 Н/м (версии с наддувом), прилагать большее усилие категорически запрещено.
Если хотя бы 1 крепежный элемент прокручивается в теле блока или произошел обрыв стержня (или срыв головки), то потребуется демонтировать головку и восстановить резьбу. Эксплуатация мотора с поврежденным элементом крепления головки не допускается.
Устранение неисправностей головки цилиндров
Разборка. Сожмите пружины клапана с помощью приспособления ОР-9913 (см. рис. 4). Снимите сухари, тарелки пружин, наружные и внутренние пружины клапанов, шайбы. Выньте впускные и выпускные клапаны. Риски, задиры и раковины на поверхности седел клапанов головки цилиндров не допускаются. При наличии этих дефектов обработайте фаски седел фрезами с направляющими хвостовиками в следующем порядке: -обработайте рабочую поверхность седел впускных и выпускных клапанов под углом 45°; -снимите фаску на нижней части седел клапанов под углом 75°; -снимите фаску на верхней части седел клапанов под углом 15°.
Рис. 4. Снятие и установка клапанных пружин с помощью приспособления ОР-9913.
При увеличении ширины фаски седла клапана более 2 мм уменьшите ее фрезами с углами 15 и 75°. Ширина фаски седла клапана после обработки должна быть 1,5…2 мм; при этом необходимо проверить соосность фасок с направляющими втулками с помощью приспособления КИ– 4929. Клапаны, у которых обнаружена деформация стержня, замените. Проверьте высоту цилиндри-ческого пояска тарелки клапана, которая должна быть не менее 0,5 мм. При обнаружении рисок и раковин на рабочей фаске клапана, а также при износе фаски проведите шлифование рабочей поверхности на стенде Р–108. Фаску впускного и выпускного клапанов шлифуйте под углом 45° относительно оси стержня.
Проверьте упругость пружин на приспособлении КИ–040А (см. рис. 5). Значения усилия сжатия и высоты пружины должны соответствовать данным табл. 1.
Рис. 5. Проверка успругости клапанных пружин на приспособлении.
Таблица 1: проверка упругости клапанных пружин.
| Пружина | Усиление сжатия до рабочей высоты, кгс | |
| нормальное | допустимое | |
| Наружная | 17±1,4 | 14,8 |
| Внутренняя | 8,87±0,7 | 7,4 |
| Пружина | Высота, мм | |
| в свободном состоянии | в рабочем состоянии | |
| Наружная | 64,0 | 54,0 |
| Внутренняя | 58,5 | 48,5 |
Пружины не отвечающие этим требованиям, замените. Замерьте внутренний диаметр направляющих втулок с помощью индикаторного нутромера (см. рис. 6). Если внутренний диаметр превышает 11,13 мм или имеется ослабление посадки, замените втулку (см. рис. 7). Новую втулку запрессовывайте с натягом – 0,03 мм (см. рис. 8).
Рис. 6. Замер отверстия направляющей втулки клапана.
Рис. 7. Выпрессовка направляющей втулки клапана. Оправка для выпрессовки.
Рис. 8. Запрессовка направляющей втулки.
После ремонта клапанов и их седел проведите притирку клапанов к седлам с помощью пневматической дрели 2213 (см. рис. 9). Смажьте рабочую поверхность фаски клапана притирочной пастой (микропорошок М20 с маслом индустриальным 20 или веретенным 3). Наденьте на стержень клапана технологическую пружину, установите клапан в направляющую втулку и вращайте его, периодически приподнимая дрель. Ширина притертой матовой полоски на конической поверхности клапана и гнезда клапана должна быть 1,5…2 мм (см. рис. 10). Верхняя кромка матовой полоски на клапане должна быть расположена на расстоянии не менее 0,5 мм от цилиндрического пояска тарелки клапана.
Установка головки блока
Перед установкой необходимо:
- Внимательно осмотреть поверхности головки.
- Проверить плоскость головки. Поверить плоскость головки при помощи линейки. Если есть неплотные прилегания , измерить их глубину при помои щупа. Проще говоря щуп толщиной 0,1 мм не должен проходить между линейкой и поверхностью головки.
- Осмотреть посадочные места головок крепежных болтов. На наличие трещин. И в случае их обнаружения в эти места подвергнуть фрезеровке. Чтобы трещины не продолжали расти. Снятую при фрезеровке поверхность компенсировать увеличенными шайбами.
- Если головки сняты требуется снять клапана. Для замены масло отражательных колпачков притирки клапанов. И осмотра седел и меж клапанных перегородок на наличие трещин
Если все в порядке головка устанавливается на прокладку. Вставляются крепежные болты.