Моменты затяжки резьбовых соединений приора 21126
Содержание:
- За ценой не постоим?
- Регулировка момента затяжки болтов для 16 клапанного авто
- Как правильно затягивать ГБЦ?
- Ремонт ГБЦ
- Переходим к блоку цилиндров
- Тюнинг двигателя с помощью шатунов
- Процесс и порядок затяжки болтов ГБЦ на Приору
- Снятие распределительных валов и замена гидротолкателей клапанов
- КШМ двигателя Д-240. Маховик, коленвал и поршневая трактора МТЗ-82
- Момент затяжки ГБЦ ВАЗ-2112 (16 клапанов): схема
За ценой не постоим?
Блок цилиндров (БЦ) является самой трудоемкой деталью, требующей значительного количества металлорежущего, в основном автоматического оборудования. Его замена или модернизация требует огромных финансовых вложений. Поэтому при проектировании двигателя была сделана ставка на максимальное использование в конструкции серийных деталей, в первую очередь таких трудоемких, как БЦ.
Что значило бы, к примеру, заменить чугунный блок алюминиевым? Это повлекло бы пересмотр всей технологической цепочки: вместо существующих литейных линий нужно было бы закупать дорогостоящие машины для литья под давлением. А как это отразится на себестоимости, следовательно, и на продажной цене? Ведь алюминий дороже чугуна.
Регулировка момента затяжки болтов для 16 клапанного авто
Регулировка момента затягивания — несложный процесс, и ознакомившись с материалом и видео в этой статье, вы справитесь с ним сами. Достаточно раз провести затягивание и далее вы сами сможете выполнять ее и еще при этом сможете помочь свои друзьям в случае необходимости
Важно придерживаться схемы для автомобилей с 19-ти клапанным мотором и соблюдать момент
Необходимые инструменты
- набор ключей;
- динамометрический ключ (покупать не нужно, лучше одолжить на день-два); Динамометрический ключ
- вороток;
- штенгель циркуль; Штенгель циркуль
- торцовые головки.
Схема
Схема, по которой проходит затяжка на 16 клапанном моторе отличается от схемы для 8-ми поэтому мы представим и одну и вторую, чтобы вы могли их сравнить.
Схема для 16-ти клапанных Схема для 8-и клапанных
Только не перепутайте когда будете устанавливать. В любом случае перед началом работ сверьтесь с инструкцией, идущей вместе с авто. Затягивание с разным моментом на 16 клапанном агрегате происходит в 2 круга с разным моментом, а потом еще 2 круга с поворотом на 90 градусов. Сложно ничего нет, а значит справиться можно своими силами.
Этапы
Для того чтобы самостоятельное затягивание болтов завершилась успешно и держалась длительное время следует соблюдать ряд нехитрых правил:
- Лучше использовать новые болты, так как во время эксплуатации они находятся под постоянным напряжением и со временем утрачивают свои свойства. Нет гарантии, что старый болт не выдержит напряжения и лопнет. Длина не должна быть более 9,5 см
- Нежелательно повторно ставить прокладку, даже если она находится в сносном состоянии.
- Строго соблюдайте вращающие моменты во время затяжки.
- Очередность затягивания доворота болтов должна быть точно такая же, как на схеме для 16-ти клапанных силовых установок.
- Перед установкой ГБЦ внимательно просмотрите все детали на наличие повреждений и деформаций. В случае обнаружения таковых не оставляйте их без внимания, а обязательно замените. Зачастую небольшие поломки приводят к большим повреждениям, а иногда даже к полному разрушению систем и механизмов.
- Не пользуйтесь инструментом сомнительного качества и производства. В особенности это касается динамометрического ключа.
Соблюдая эти нехитрые правила, вы сможете гарантировать наилучшую затяжку и надежное герметичное соединение.
Поставьте ГБЦ на блок, предварительно удостоверившись, что колен и распредвалы выставлены в положение верхней мертвой точки (ВМТ).
Правильное закручивание
Непосредственно сам процесс затягивания происходит в 4-е круга:
- 1-й круг — момент 20 Н·м (2 кгс/м);
- 2-й круг — момент 69,4–85,7 Н·м (7,1–8,7 кгс·м);
- 3-й круг — доворот болты на 90 градусов;
- 4-й круг — еще один поворот на 90 градусов.
Как видите, все просто если остались вопросы, то посмотрите видео. По времени эта работа не занимает больше двадцати минут, но позволяет сэкономить приличную сумму, которую возьмут с вас на станции технического обслуживания.
https://youtube.com/watch?v=hTTUlHWrnLs
Как правильно затягивать ГБЦ?
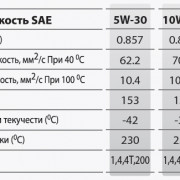
Головка крепится на десяти болтах и центрируется на блоке цилиндров ВАЗ 2112 16V двумя втулками. По книге, на «двенадцатую» модель опционально мог устанавливаться более простой мотор с 8-клапанной головкой (8V). При установке и затяжке болтов головок обоих типов существуют одни и те же правила. Однако момент затяжки ГБЦ ВАЗ 2112, измеряемый в Ньютонах на метр, зависит от типа установленного на машине двигателя.
Фото ниже демонстрируют визуальную разницу между моторами.
Правила затяжки
При проведении затяжки следует обращать внимание на длину старых болтов для головки 16V — она не должна превышать 95 мм. При слишком большом удлинении деталей их следует заменить новыми. Многие специалисты по ремонту двигателей рекомендуют менять все болты, независимо от их состояния
На моторах 8V используются более длинные болты, их предельной длинной является значение 135,5 мм. Но поскольку при затяжке используется больший момент, то болты доходят практически до предела текучести. Поэтому на 8V они подлежат обязательной замене новыми деталями
Многие специалисты по ремонту двигателей рекомендуют менять все болты, независимо от их состояния. На моторах 8V используются более длинные болты, их предельной длинной является значение 135,5 мм. Но поскольку при затяжке используется больший момент, то болты доходят практически до предела текучести. Поэтому на 8V они подлежат обязательной замене новыми деталями.
При затяжке необходимо строго соблюдать порядок обжатия болтов, поскольку эта процедура обеспечивает равномерное прилегание деталей по всей поверхности. Вторым непременным условием является соблюдение степени усилия при затяжке, поскольку излишняя сила при этом деформирует прокладку и головку и может вызвать разрушение болта или резьбы.
В видеоролике (автор Марат Ибатуллин) кратко изложен процесс затягивания ГБЦ на моторе 8V.
Необходимые инструменты
Список инструментов и материалов для установки головки на место будет небольшим:
- головка с размером 10 мм и вороток для наживления болтов;
- динамометрический ключ до 50 Н/м (для 16V) или до 100 Н/м (для 8V) и головка 10 мм для окончательной затяжки;
- ветошь для протирки поверхностей;
- новая прокладка между ГБЦ и блоком;
- новые болты, необходимые для монтажа головки.
Пошаговая инструкция
При установке головки следует придерживаться последовательности шагов:
- Очистить контактные поверхности на блоке и головке от грязи, потёков масла и охлаждающей жидкости, а также от прилипших остатков прежней прокладки или следов применения герметика.
- Осмотреть в блоке отверстия, внутри которых нарезана резьба для вворачивания болтов фиксации головки. В них не должно быть никакой жидкости и грязи, иначе болты докрутить до конца не удастся. А при чрезмерном усилии может произойти срыв резьбы в блоке или поломка болта.
- Проверить и установить на место центрирующие направляющие в блок и выставить по ним новую прокладку.
- Подготовить головку к установке, смонтировать на ней все детали и произвести предварительную смазку необходимых узлов (например, стержней клапанов).
- Установить на прокладку головку блока и вставить в отверстия 10 болтов крепления и затянуть их в несколько приемов.
- Затянуть все болты по схеме (см. в фотогалерее). Стандартный момент затяжки ГБЦ ВАЗ 2112 по регламенту составляет 20 Н/м.
- Протянуть болты в той же последовательности доворотом на 90 град.
- Повторить протяжку по аналогии с предыдущим шагом.
При размещении головки блока на более простой двигатель последовательность несколько иная:
- Осмотр и очистка поверхностей и отверстий проводятся по аналогии с 16-клапанной головкой.
- Первым этапом болты затягиваются начиная от центра головки в соответствии со схемой (см. в фотогалерее) с моментом 20 Н/м.
- По этой же схеме производится первая затяжка болтов с моментом в диапазоне 70-85 Н/м.
- Доворот болтов на 90 градусов в той же последовательности.
- Повторный доворот еще на 90 градусов.
Ремонт ГБЦ
Все гидрокомпенсаторы маркируем цифрами при помощи обыкновенного канцелярского штриха и убираем подальше. Вытащить их поможет обыкновенный магнит. Рассухариваем клапана и снимаем маслосъемные колпачки (сальники клапанов), клапана в металлолом, сальники в мусор. Вычищаем все каналы. Головку отвозим на шлифовку, на всякий случай. Промыв после шлифовки еще раз керосином и продув воздухом начинаем собирать.
Свежекупленные клапана расставляем в последовательности, в которой они будут стоять в ГБЦ и по очереди начинаем притирать. Стержень клапана смазываем чистым маслом, а на кромку наносим притирочную пасту.
Вставляем клапан на свое место и надеваем на стержень клапана приспособление для притирки клапанов. В магазинах продается приспособление для ручной притирки, но поскольку на дворе двадцать первый век механизируем процесс. Берем старый клапан и отрезаем от него стержень, на него подбираем резиновую трубку такого диаметра, что бы одевалась с натягом. Стержень в реверсивную дрель, один конец трубки на него, другой на притираемый клапан. На малых оборотах начинаем притирать клапан, постоянно меняем направление вращение и периодически то прижимаем его к седлу то ослабляем усилие. В среднем на клапан уходит секунд двадцать. Вынимаем его и протираем. Клапан считается притертым если на фаске появилась равномерная серая полоска шириной не меньше 1,5 мм.
Такая же полоска должна появится на седле клапана.
Видео притирки клапанов вручную
Для шестнадцати клапанной головки все тоже самое только клапанов в два раза больше.
После притирки все клапана и седла тщательно протираем и промываем керосином, чтобы удалить остатки притирочной пасты. Проверяем на герметичность. Закручиваем старые свечи и ставим все клапана на место. Наливаем керосин и ждем три минуты, если керосин не убежал все хорошо, в противном случае перетираем клапана на этом цилиндре.
Нам пришлось перетереть еще раз четыре клапана, после чего керосин перестал убегать.
Набиваем новые сальники клапанов.
Вставляем клапана на место и засухариваем. Перед этим стержни клапанов смазываем чистым маслом. Смазав чистым маслом ставим на место гидрокомпенсаторы и накрыв чистой тканью убираем головку с глаз долой. С ГБЦ закончили.
Переходим к блоку цилиндров
Снимаем поддон. Поворачивая коленвал как нам удобно откручиваем по два болта на каждой крышки шатуна. Используем для этого головку TORX E10.

Поршня вместе с шатунами вынимаем. Для этого снизу деревянной ручкой молотка упираемся в шатун и слегка постукивая выбиваем его наверх. Снимаем старые вкладыши и по маркировки на них покупаем такого же размера новые. Вот еще один камень в огород АвтоВАЗа, машина у владельца с салона и в мотор не разу не лазили, но три поршня были группы «В» а один «С». Получается, что на заводе один цилиндр немного переточили и просто сунули туда увеличенный поршень, нет слов. Вариантов нет, берем группу «С», не точить же мотор из-за этого. Коренные вкладыши так же трогать не будем.
Покупаем новую поршневую группу, не гнущею клапана, шатуны и шатунные вкладыши.

Устраняем продольный люфт коленвала
На данном моторе он был замечен. Что бы устранить его заменим упорные полукольца. В наличие есть стандартные и ремонтные размеры. Берем первый ремонтный размер, если будут туго заходить немного сошлифуем. Откручиваем средний коренной подшипник и аккуратно толкнув отверткой сдвигаем полукольца. Метка на нем виде трех засечек, изображена ниже.

Когда полукольцо немного вышло проворачиваем коленвал, он вытолкнет его. Полукольца двух видов спереди белое и желтое сзади, канавки на них должны смотреть в сторону щек коленвала.

Ставим как снимали новые полукольца, если они заходят с большим усилием можно их немного шлифануть на мелком абразивном бруске, только не со стороны канавок. Проверяем люфт. Затягиваем коренной подшипник моментом 8 кгс*м.
Собираем поршневую
Сверху на поршне выбита стрелка, она должна быть направлена к передней части двигателя. А на шатуне есть метки, которые должны смотреть в свою очередь так же. Не перепутайте!

Вставляем одно стопорное кольцо в паз на поршне. Вставляем шатун в поршень и смазав свой и поршневой палец маслом вставляем его на свое место. Вставляем второе стопорное кольцо. Данная операция хоть и кажется простой, но помучится придется. Осматриваем собранную конструкцию все стопорные кольца должны быть четко в своих канавках, в противном случае выскочившее кольцо на работающем двигателе может натворить много бед.
После сборки нужно отломать крышку шатунного подшипника, поскольку шатун выполнен в виде одного целого. На наших машинах так. Для начала выкручиваем болты. Вставляем в тески шатун на уровень метки показанной на рисунке черной стрелкой и слегка его зажимаем, затем легким движением руки отламываем. В первый раз очень страшно. Приставляем крышку на место и закручиваем болты, чтобы в дальнейшем не перепутать.
Проверяем тепловой зазор в поршневых кольцах
Раскладываем каждый комплект колец к каждому цилиндру. В дальнейшем местами их не меняем. По очереди каждое кольцо засовываем в свой цилиндр и немного проталкиваем его поршнем примерно на средину.
Щупами замеряем зазор.
Номинальный зазор: 0.25 — 0.45 мм.
Максимальный зазор для всех 1 мм. Но это попахивает уже расточкой.
Устанавливаем новые кольца
Сначала устанавливаем разжимную пружину маслосъемного кольца, затем само кольцо. Замок маслосъемного кольца должен смотреть в противоположную сторону замка пружины. После устанавливаем нижнее компрессионное и наконец верхнее компрессионное кольцо. На кольцах обязательно выбита надпись «ТОР», она должна смотреть вверх. Кольца в канавках поршня должны обязательно легко вращаться.
Тюнинг двигателя с помощью шатунов
Большинство молодых людей, приобретающих «Приору», не удовлетворяются заводскими параметрами машины. Многие стремятся усовершенствовать свой автомобиль. Сделать его мощнее, приёмистей и быстрей. Это называется «зарядить» двигатель. То есть, как ещё говорят, сделать тюнинг. В это понятие входит много различных действий. Это и установка специальных распределительных валов, и облегчение различных деталей, маховика и прочих. И многое другое. В эту категорию входит и установка специальных укороченных шатунов, что соответственно увеличивает объём рабочей камеры сгорания мотора «Приоры».
Самыми популярными, для такой операции являются так называемые, «спортивные», усиленные шатуны, длиной 131 мм. Они входят в стандартный набор для улучшения мотора «Приоры».
Процесс и порядок затяжки болтов ГБЦ на Приору
Иногда случается так, что необходимо срочно заменить прокладку или поменять ГБЦ. Подобные работы на СТО стоят немало и чтобы сэкономить, можно попробовать самому. Работа эта несложная, но требует внимательности, главное, соблюдать последовательность и момент затяжки ГБЦ Приора 16 клапанов.
Здесь также нужно знать, что последовательность затягивания на 16 кл и 8 кл агрегатах отличается, поэтому нужно быть внимательным. Момент на 16 и 8 клапанном силовом агрегате одинаков и проходит в четыре круга.
В каких случаях нужна затяжка блока?
Затяжка болтов необходима в первую очередь после того, как вы демонтировали ГБЦ и устанавливаете ее снова. Также затягивание может помочь в некоторых случаях, если в течение эксплуатации она ослабла и есть необходимость ее провести. В некоторых случаях, например, когда начала немного пропускать прокладка это может помочь.
Регулировка момента затяжки болтов для 16 клапанного авто
Регулировка момента затягивания — несложный процесс, и ознакомившись с материалом и видео в этой статье, вы справитесь с ним сами. Достаточно раз провести затягивание и далее вы сами сможете выполнять ее и еще при этом сможете помочь свои друзьям в случае необходимости
Важно придерживаться схемы для автомобилей с 19-ти клапанным мотором и соблюдать момент
Необходимые инструменты
- набор ключей;
- динамометрический ключ (покупать не нужно, лучше одолжить на день-два);
Динамометрический ключ
- вороток;
- штенгель циркуль;
Штенгель циркуль
- торцовые головки.
Схема
Схема, по которой проходит затяжка на 16 клапанном моторе отличается от схемы для 8-ми поэтому мы представим и одну и вторую, чтобы вы могли их сравнить.
Только не перепутайте когда будете устанавливать. В любом случае перед началом работ сверьтесь с инструкцией, идущей вместе с авто. Затягивание с разным моментом на 16 клапанном агрегате происходит в 2 круга с разным моментом, а потом еще 2 круга с поворотом на 90 градусов. Сложно ничего нет, а значит справиться можно своими силами.
Этапы
Для того чтобы самостоятельное затягивание болтов завершилась успешно и держалась длительное время следует соблюдать ряд нехитрых правил:
- Лучше использовать новые болты, так как во время эксплуатации они находятся под постоянным напряжением и со временем утрачивают свои свойства. Нет гарантии, что старый болт не выдержит напряжения и лопнет.
Длина не должна быть более 9,5 см
- Нежелательно повторно ставить прокладку, даже если она находится в сносном состоянии.
- Строго соблюдайте вращающие моменты во время затяжки.
- Очередность затягивания доворота болтов должна быть точно такая же, как на схеме для 16-ти клапанных силовых установок.
- Перед установкой ГБЦ внимательно просмотрите все детали на наличие повреждений и деформаций. В случае обнаружения таковых не оставляйте их без внимания, а обязательно замените. Зачастую небольшие поломки приводят к большим повреждениям, а иногда даже к полному разрушению систем и механизмов.
- Не пользуйтесь инструментом сомнительного качества и производства. В особенности это касается динамометрического ключа.
Соблюдая эти нехитрые правила, вы сможете гарантировать наилучшую затяжку и надежное герметичное соединение.
Поставьте ГБЦ на блок, предварительно удостоверившись, что колен и распредвалы выставлены в положение верхней мертвой точки (ВМТ).

Непосредственно сам процесс затягивания происходит в 4-е круга:
- 1-й круг — момент 20 Н·м (2 кгс/м);
- 2-й круг — момент 69,4–85,7 Н·м (7,1–8,7 кгс·м);
- 3-й круг — доворот болты на 90 градусов;
- 4-й круг — еще один поворот на 90 градусов.
Как видите, все просто если остались вопросы, то посмотрите видео. По времени эта работа не занимает больше двадцати минут, но позволяет сэкономить приличную сумму, которую возьмут с вас на станции технического обслуживания.
Видео «Как правильно затянуть болты ГБЦ»
В этом видео мастер с большим опытом показывает и подробно описывает, как правильно проводится закручивание болтов ГБЦ. На автомобиле Лада приора с 16-ти кл агрегатом работы выполняются по такой же схеме.
«Питер — АТ»
ИНН 780703320484
ОГРНИП 313784720500453
Снятие распределительных валов и замена гидротолкателей клапанов
Работу проводим для замены распределительных валов и гидротолкателей клапанов. Снимаем пластмассовую крышку двигателя. Крестообразной отверткой ослабляем затяжку хомута крепления шланга основного контура вентиляции картера… …и снимаем шланг со штуцера крышки головки блока цилиндров. Снимаем впускной трубопровод (см. «Снятие впускного трубопровода») и закрываем каналы в головке блока цилиндров ветошью, чтобы исключить возможность попадания в двигатель предметов. Снимаем катушки зажигания (см. «Проверка состояния и замена свечей зажигания»). Крестообразной отверткой ослабляем хомут крепления шланга контура холостого хода вентиляции картера…
…и снимаем шланг со штуцера крышки головки блока цилиндров.
Головкой «на 10» отворачиваем болт крепления кронштейна колодок жгута проводов системы управления двигателем… …и отводим кронштейн с колодками от крышки головки блока цилиндров. Сжав пассатижами лепестки пластмассового держателя жгута проводов системы управления двигателем…
…вынимаем держатель жгута проводов из кронштейна, закрепленного на крышке головки блока цилиндров. Головкой «на 8» отворачиваем 15 болтов крепления крышки головки блока цилиндров.
Расположение болтов крепления крышки головки блока цилиндров Крышка установлена на герметике, поэтому…
…отверткой поддеваем крышку за прилив…
…и снимаем ее. Для проверки исправности гидротолкателя…
…отверткой нажимаем на гидротолкатель (при проверке соответствующий гидротолкателю кулачок распределительного вала должен быть обращен к толкателю «затылком», то есть не давить на толкатель). В нормальном состоянии гидротолкатель должен перемещаться в гнезде головки блока цилиндров со значительным усилием, сжимая пружину клапана. Если же прожимается сам гидротолкатель при небольшом усилии, то его необходимо заменить. Аналогично проверяем другие гидротолкатели. Снимаем зубчатые шкивы распределительных валов (см. «Замена сальников распределительных валов»). Отсоединяем колодку провода от датчика сигнализатора недостаточного (аварийного) давления масла в двигателе (см. «Снятие датчика сигнализатора недостаточного давления масла»). Головкой «на 8» отворачиваем 20 болтов крепления корпуса подшипников распределительных валов.
Расположение болтов крепления корпуса подшипников распределительных валов
Снимаем корпус подшипников распределительных валов (А — центрирующие штифты корпуса). Для того чтобы вынуть распределительные валы из опор в головке блока цилиндров, можно не снимать заднюю крышку ремня привода ГРМ, а только отвернуть три верхних болта крепления крышки (см. «Снятие насоса охлаждающей жидкости»). Отжав заднюю крышку ремня привода ГРМ…
…вынимаем распределительные валы с сальниками.
Для отличия валов на распределительном валу впускных клапанов около его первой шейки выполнен поясок.
Снимаем две заглушки головки блока цилиндров и корпуса подшипников распределительных валов. Чтобы вынуть гидротолкатель из гнезда головки блока цилиндров, ветошью протираем торец толкателя…
…и с помощью присоски (можно использовать присоску для крепления автоаксессуаров к ветровому стеклу)…
…вынимаем гидротолкатель. При извлечении гидротолкателя магнит лучше не использовать во избежание намагничивания деталей толкателя и «прилипания» к ним железосодержащих продуктов износа. Перед сборкой очищаем привалочные поверхности головки блока цилиндров, корпуса подшипников и крышки головки блока цилиндров от остатков старого герметика и масла. Смазываем моторным маслом опорные шейки и кулачки распределительных валов и укладываем валы в опоры головки блока цилиндров. На привалочную поверхность корпуса подшипников валов, сопрягающуюся с головкой блока цилиндров, наносим фланцевый герметик типа Локтайт № 574 жгутиком толщиной около 2 мм.
Места нанесения герметика на корпус подшипников
Устанавливаем корпус подшипников по центрирующим штифтам и равномерно затягиваем болты крепления крестнакрест, начиная от средних опор. Запрессовываем новые сальники распределительных валов (см. «Замена сальников распределительных валов»). С другой стороны головки блока цилиндров оправкой запрессовываем заглушки. Дальнейшую сборку проводим в обратной последовательности. Перед установкой крышки головки блока цилиндров наносим на ее поверхность, сопряженную с корпусом подшипников, фланцевый герметик типа Локтайт № 574.
Места нанесения герметика на крышку головки блока цилиндров
КШМ двигателя Д-240. Маховик, коленвал и поршневая трактора МТЗ-82
» Двигатель Д-240 » КШМ двигателя Д-240. Маховик, коленвал и поршневая трактора МТЗ-82
Основными деталями кривошипно-шатунного механизма (КШМ) дизеля Д-240 являются: коленвал, поршневая группа, поршневые кольца и пальцы, шатуны, маховик, шатунные и коренные вкладыши подшипников.
Коленчатый вал трактора МТЗ-82 изготовлен из стали и подвергнут закалке поверхности токами высокой частоты. Вал имеет четыре шатунные и пять коренных шеек и оснащен съемными противовесами, установленные на первой, четвертой, пятой и восьмой шейки. Благодаря противовесам снижается износ коренных подшипников и уменьшается воздействие центробежных сил от неуравновешенных масс кривошипов. Шатунные шейки имеют полости закрытые заглушками, внутри которых происходит очистка масла, поступающее от коренных шеек по наклонным каналам в щеках.
Размеры шеек коленвала (размерная группа)
На переднем конце коленвала смонтированы: шестерня привода масляного насоса; шестерни привода шестерен распределения; шкив клиноременного привода вентилятора, водяного насоса и генератора. На заднем фланце установлен маховик с зубчатым венцом. От осевого перемещения коленчатый вал ограничивается благодаря упорным полукольцам изготовленные из алюминиевого сплава. Упорные полукольца блокируются от проворачивания выступами, вставленные в фрезерованные канавки в крышке подшипника.
Кривошипно-шатунный механизм: 1 — болт маховика; 2 — болт сцепления; 3 — маховик; 4 — венец маховика; 5 — маслосъемные кольца; 6 — компрессионные кольца; 7 — поршень; 8 — втулка головки шатуна; 9 — поршневой палец; 10 — стопорное кольцо; 11 — вкладыш коренного подшипника; 12 — упорное полукольцо; 13 — вкладыш шатунного подшипника; 14 — коленчатый вал; 15 — противовес; 16 — крышка шатуна; 17 — шатунный болт; 18 — шатун; 19 — болт коленчатого вала; 20 — шкив; 21 — шестерня привода масляного насоса; 22 — шестерня.
Штампованные шатуны д-240 двутаврового сечения изготовленные из стали, в верхнюю головку которого запрессована биметаллическая втулка. Во втулке и верхней части шатуна предусмотрены специальные отверстия для смазки поршневого пальца. Нижняя головка разъемная и расточена для монтажа шатунных вкладышей. От осевого смещения вкладыши фиксируются выштампованными усиками, вставляемые в фрезерованные прорези в расточках крышки и шатуна. Крышка шатуна присоединяется к нему болтами.
Поршень двигателя Д-240
Поршневая группа для дизеля изготавливается из алюминиевого сплава. Боковая поверхность поршня имеет две канавки под маслосъемные и три под компрессионные кольца. Для отвода масла в канавках для установки колец просверлены отверстия. Камера сгорания в днище поршня имеет шатровую форму. В бобышках поршня расточены отверстия для установки поршневого пальца и канавки для стопорных колец.
Поршневые кольца изготавливаются из специального сплава чугуна. На каждом поршне устанавливается три компрессионных кольца и четыре маслосъемных скребкового типа.
Вкладыши шатунных и коренных подшипников сделаны из биметаллической сталеалюминиевой полосы. В верхних половинках коренных вкладышей имеются отверстия, совпадающие с маслоподводящими каналами блоке. Кроме того, в первой, третьей и пятой верхних половинках имеются отверстия для отвода масла от коренных подшипников к опорным шейкам распредвала.
Схема расположения поршневых колец на поршне: 1 — верхнее компрессионное кольцо; 2 — компрессионные кольца; 3 — верхние маслосъемные кольца; 4 — нижние маслосъемные кольца; 5 — поршень.
Маховик двигателя Д-240
Маховик изготовлен из серого чугуна в форме массивного диска, крепящегося к фланцу коленвала шестью болтами и фиксируемый парой установочных штифтов. На маховик напрессован зубчатый венец, с которым входит в зацепление шестерня включения редуктора пускача, либо шестерня включения стартера. Для проверки и регулировки угла опережения впрыска топлива, на маховике имеется специальное отверстие (метка).
источник
Момент затяжки ГБЦ ВАЗ-2112 (16 клапанов): схема
Автомобили 25 октября 2017
Момент затяжки ГБЦ ВАЗ 2112 (16 клапанов) очень важен, так как при неравномерной установке головки происходит деформация.
Это приводит к тому, что после разборки потребуется стачивать не менее 2 мм с поверхности головки блока.
Если соблюдать все моменты затяжки, то точить головку не придётся, а если и потребуется это сделать, то не более чем на четверть миллиметра.
Конструкция головки
В 16-клапанном двигателе используется головка блока, в которой расположены следующие элементы:
- Два распределительных вала. Они с пятью опорами, отлиты из чугуна, на каждом находится по 8 кулачков. Установить вместо впускного распредвала выпускной (и наоборот) нельзя.
- 16 клапанов. Они устанавливаются на направляющих втулках.
- Непосредственно на головке блока устанавливаются седла, которые соприкасаются с тарелками клапанов.
- Гидравлические компенсаторы в количестве 16 штук.
Распределительные валы устанавливаются на опорах ГБЦ. Соблюдение момента затяжки ГБЦ ВАЗ-2112 (16 клапанов, 1,5 литра) позволяет обеспечить нормальное функционирование двигателя. Также это позволит избежать дорогостоящей фрезеровки поверхности после очередного демонтажа головки.
Подготовка к замене прокладки ГБЦ
При снятии головки блока обязательно меняете прокладку – повторно ее использовать нельзя, так как это приведет к пробою.
Также ее нужно менять, если обнаружена течь антифриза или моторного масла в области соединения блока и головки. Нередко течи появляются в результате повреждения самой головки из-за чрезмерного нагрева.
Если не соблюдать момент затяжки болтов ГБЦ ВАЗ-2112 (16 клапанов), возможно повреждение прокладки и появление течи жидкостей.
Подготовительные работы перед заменой прокладки:
- Отключаете от аккумуляторной батареи минусовую клемму.
- Устанавливаете поршень в первом цилиндре в положение, соответствующее верхней мертвой точке.
- Полностью слейте жидкость из системы охлаждения – для этого сначала выкрутите пробку внизу радиатора, затем в блоке двигателя.
- Обязательно сбросьте давление в топливной системе – для этого в рампе имеется специальный штуцер.
- Выкрутите гайки крепления приемной трубы от коллектора выпуска.
- Демонтируйте термостат.
- Выкрутите гайку, которой производится крепеж кронштейна к трубе жидкостной помпы.
- Ослабьте гайку, которой крепится кронштейн к коллектору (выпускному). После этого уведите его в сторону, чтобы он не мешал проведению работ.
- Отключите колодку проводов от датчика масла и на моторах модификации ВАЗ-2111 нужно отвернуть или ослабить гайки, которыми крепятся поддерживающий и опорный кронштейны.
Снятие головки блока
После подготовительных работ нужно произвести полное снятие головки. Для этого выполняются такие манипуляции:
- Отсоедините белую колодку от ДПКВ, для этого потребуется отжать пластиковую защелку.
- Снимите пластиковую декоративную панель и металлическую крышку с головки блока.
- Снимите приводной ремень ГРМ. Для этого нужно выкрутить гайку натяжного ролика и снять его полностью.
- Шкив распредвала нужно зафиксировать при помощи отвертки – старайтесь не допустить проворачивания.
- Выкрутите болт крепления распредвала и снимите его полностью.
- Аналогично снимается и второй распределительный вал.
- Выкручиваете десять болтов, которыми крепится головка к блоку.
После этого можно полностью снять ГБЦ. Момент затяжки ГБЦ ВАЗ-2112 (16 клапанов) под турбину такой же, как и без нее.
Особенности системы клапанов
На автомобиле ВАЗ-2112 конструкция клапанов очень похожа на ту, которая используется в моторах модификации ВАЗ-2110. Только у них диаметр стержней и тарелок немного меньше. Размеры:
- Впускной клапан – тарелка диаметром 29 мм, стержень 6,975 мм.
- Выпускной клапан – тарелка диаметром 25,5 мм, стержень 6965 мм.
На каждом клапане устанавливается пружина, ее длина без нагрузки – 38,19 мм. При наличии нагрузки в 240 Ньютон она уменьшается до 32 мм. Если воздействовать на пружину с нагрузкой 550 Ньютон, ее длина уменьшается до 24 мм.