Ямз 238 моменты затяжки гбц и регулировка клапанов
Содержание:
- Затягивание соединений без динамометрического ключа
- Сборка двигателей ЯМЗ-236 и ЯМЗ-238
- Необходимость в проведении регулировки клапанного механизма и суть подготовки
- Ремонт головок цилиндров МАЗ
- Как производится регулировка клапанов на моторе ЯМЗ 238: основные приемы
- Регулировка клапана на ЯМЗ 236: принципы и особенности
- Для чего нужно регулировать клапанный механизма и подготовка к регулировке
- Резюме
- Резюме
- Cнятие головки ямз 236
- Как установить поршень первого цилиндра
- Притирка клапанов
- Проверка посадки гильз и плоскости головки
- Установка прокладки
- Последовательность затяжки болтов ГБЦ двигателя ЯМЗ 236.
- В каких случаях производится затяжка ГБЦ?
Затягивание соединений без динамометрического ключа
Когда динамоключа нет и для затяжки используется самодельное приспособление или безмен, нужно высчитывать усилие. Рекомендуемый момент в мануале указан в Ньютонах на метр, а весы выдают значение в килограммах
Важно знать параметр кгс·м, который рассчитывается по формуле:
кгс·м=m/L, где кгс·м – кг силы на метр, m – значение на весах, L – расстояние от центра болта до крепления весов.
1 кгс·м = 9,81 Ньютонов.
Отсюда формула для определения нужного усилия затяжки в кг, если известно это значение в Н:
m = Н · 0,102 · (1 / L),
где:
- m – значение на весах,
- Н – требуемый момент затяжки,
- L – расстояние от центра болта до крепления весов.
Сборка двигателей ЯМЗ-236 и ЯМЗ-238
После разборки двигателя, дефектуем детали, если надо точим или меняем коленвал, поршневую и начинаем сборку. Для этого, наклоняем блок на 5-8 цилиндр, под шпильки ложим доску дюймовку, затем ставим домкрат на край блока и поднимаем его таким образом, чтобы опять можно было подставить гильзу.
Затем, берем коренные вкладыши и вставляем их в блок. Далее, если вы один, то по брускам закатываем коленвал на место и закрепляем его средней коренной крышкой. Проворачиваем колено для того, чтобы совпали метки на распредвалу и ставим первый бугель не забывая мазать вкладыши и болты маслом.
Потом, ставим на место последний и затягиваем все остальные. Затягивать коренные лучше в два приема: первый раз 20 кгм; второй, уже капитально 43-47 кгм.
Лучше всего затягивать динамометрическим ключем, но если его нет, то тоже не беда, можно попробовать иной способ. К примеру, я вешу 80 кг — значит под своим весом на рычаге 1 метр, я создам крутящийся момент равный 80 кгм. Если взять рычаг 55-60 сантиметров, то я под своим весом как раз обеспечу требуемую затяжку.
Для того, чтобы затянуть коренные, брал обычно накидной многогранный ключ и трубу, а напильником наносил метку на 55 сантиметрах. Ключ попеременно переставлял на верхний и нижний болт коренных подшипников и под собственным весом последовательно затягивал бугеля, не забывая после каждой затяжки подшипника прокручивать вал.
После затяжки коленвала, приступал к вставке гильз 5-8 цилиндров. Резинки мазал хозяйственным мылом, а забивал гильзы кувалдой через березовый брусок.
Далее, вставляем поршня с шатунами и также протягиваем их под своим весом, но используя общий рычаг, в моем случае 80 кг разделить на 22 кгм = 0.32 метра. Все, половину ЦПГ собрали, пора браться за другую сторону.
Для этого отпускаем за бугельный болт домкратом блок, переваливаем его на другую сторону. Опять поднимаем его домкратом, подставляем гильзу под блок и устанавливаем на место 1-4 гильзы, а затем шатуны с поршнями и затягиваем шатунные болты. Шатунно поршневой механизм собран.
Устанавливаем переднюю крышку двигателя и задний кожух маховика, ставим маховик и затягиваем его. Прикручиваем масляный насос и закрываем поддон.
Если поддон емкостью вперед двигателя, то ложим перед спускной пробкой доску дюймовку и опускаем за поддон двигателя блок, убрав из под блока гильзу цилиндров. Когда блок поддоном лежит на земле, то перевернуть его на поддон всей плоскостью с помощью лома не проблема.
Как только блок занял у нас вертикальное положение, начинаем устанавливать головки, штанги, коромысла. Устанавливаем шкив коленвала и за одним регулируем клапана. Затем, переходим к установке масляных фильтров, сцепления, ТНВД, площадки компрессора, генератора, турбины и стартера.
Прокачиваем из чистой емкости топливную систему и, если нужно, регулируем момент впрыска. Ставим все ремни на место и регулируем их. Смысл в том, чтобы сделать все по двигателю на месте, чтобы потом не прыгать по раме попугаем. Когда двигатель полностью укомплектован, отрегулирован и соответствует агрегату первой комплектации, то поставить его на место и завести дело не сложное.
Необходимость в проведении регулировки клапанного механизма и суть подготовки
Детали мотора ЯМЗ 238, как и узлы любых других двигателей, подвергаются нагреву и, как следствие, упругому расширению. Операция производится с целью обеспечить в разогретом рабочем состоянии плотное прилегание клапана к седлу.
В процессе эксплуатации стоит принимать внимание, что:
- увеличенный тепловой зазор приводит к ухудшению работы камеры сгорания, сокращая ресурс исполнительных органов ГРМ;
- малый зазор не обеспечивает герметичного соединения между клапаном и седлом ГБЦ, что ведет не только к ухудшению показателей мотора, но и приводит к прогару.
Первоначальная задача подготовительного процесса – выключение подачи топлива. Обесточить ТНВД можно поворотом скобы кулисы, расположенной в корпусе регулятора частоты вращения, вниз.
В ранг мероприятий подготовительного плана также включены:
- охлаждение двигателя до температуры 20-30 градусов;
- демонтаж клапанной крышки;
- проверка усилия затяжки осей коромысел ГРМ (заводом-изготовителем предписан диапазон 120-150 Нм).
Ремонт головок цилиндров МАЗ
Головка цилиндров представляет собой цельную отливку из серого чугуна и крепится к блоку шпильками, ввернутыми в блок. Шпильки изготовлены из хромоникелевой стали и термически обработаны. Для обеспечения отвода тепла головка цилиндров имеет водяную рубашку, сообщающуюся с рубашкой блока, для обеспечения подвода топлива к форсунке в боковой поверхности имеются отверстия под штуцера.
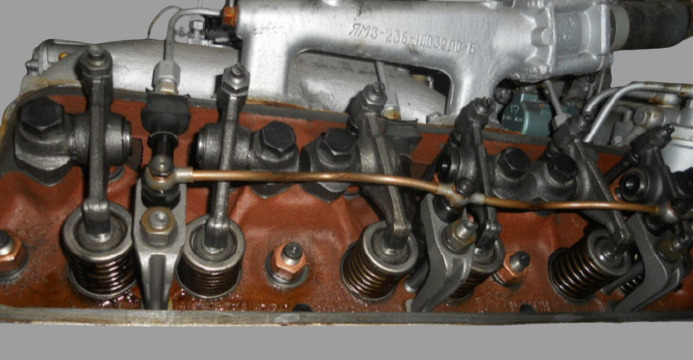
В головке цилиндров размещены клапаны с пружинами и деталями их крепления, коромысла, оси коромысел и форсунки.
Седла клапанов вставные. Седла впускных клапанов изготовлены из специального чугуна, а седла выпускных — из специального жаропрочного сплава. Седла запрессованы в гнезда с натягом. Седла и металлокерамические направляющие втулки клапанов окончательно обрабатываются после их запрессовки в головку.
Устанавливаемые на двигатели головки цилиндров имеют между собой конструктивные отличия:
Головки цилиндров на двигателях ЯМЗ-236НЕ2,БЕ2 могут быть блочные на три цилиндра каждая или индивидуальные:
— Блочная головка на три цилиндра каждая. Привалочная поверхность шлифована и в зоне уплотнения гильз цилиндров выполнены кольцевые проточки.
Стык головки цилиндров, блока и гильзы уплотняется прокладкой состоящей из металлической единой на три цилиндра прокладки, уплотняющей газовый стык, и резиновых уплотнительных элементов, уплотняющих масляные, водяные и штанговые полости. Уплотнительные элементы пяти видов в количестве 14 шт. на прокладку (рис. 1).
Индивидуальная головка установлена на каждый цилиндр и крепится к блоку шестью шпильками, имеющими длину 209 мм и 248 мм. В головку запрессован чугунный стакан форсунки. Стакан в верхней части уплотнен резиновым кольцом. Привалочная поверхность в зоне уплотнения гильз цилиндров имеет три кольцевые проточки. Стык головки цилиндров, блока и гильзы (рис. 2) уплотняется прокладкой состоящей из металлической прокладки, уплотняющей газовый стык, и резиновой прокладки, уплотняющей масляные, водяные и штанговые полости. Металлическая и резиновая прокладка устанавливаются на штифты блока. Металлическая прокладка выпускается четырех размеров по толщине (1,1 мм; 1,3 мм; 1,5 мм; 1,7 мм) и подбирается при сборке двигателя индивидуально с целью достижения оптимального рабочего процесса в каждом цилиндре. В запасные части поставляется прокладка толщиной 1,7 мм.
Головки цилиндров на двигателях ЯМЗ-236Н; (Б; НЕ; БЕ) блочные на три цилиндра каждая. Конструктивно выполнена в основном аналогично предыдущей блочной.
Головку цилиндров снимать только для устранения неисправностей деталей цилиндропоршневой группы, прокладки головки цилиндров, клапанов или для замены самой головки.
Снимать головку цилиндров в следующем порядке:
1. Слить охлаждающую жидкость из системы охлаждения двигателя.
2. Отсоединить от головки все трубопроводы, защитить их внутренние полости от попадания пыли и грязи.
3. Снять крышку головки цилиндров.
4. Отвернуть гайки скоб крепления форсунок (рис. 3),…
…снять форсунки (рис. 4), предохраняя распылитель от ударов и засорения отверстий.
5. Отвернуть гайки крепления осей коромысел, снять оси коромысел в сборе с коромыслами и извлечь штанги.
6. Отвернуть гайки крепления головки цилиндров (рис. 5),…
… соблюдая последовательность, обратную затяжке (рис. 6).
Отворачивать гайки крепления индивидуальных головок цилиндров не менее чем за три приема:
1 – прием – до147…118Нм (15…12 кгсм)
2 – прием – до 49…39Нм (5…4кгсм)
3 – прием – вывернуть гайки.
7. Снять головку цилиндров с двигателя и осмотреть ее состояние.
8
Если необходимо, осторожно снять прокладку головки цилиндров
9. Проверить состояние гильз цилиндров и закрыть цилиндровые отверстия, чтобы предохранить их от попадания пыли и грязи.
Установку головки цилиндров на двигатель производить в обратном порядке. Перед установкой протереть чистой ветошью привалочные плоскости блока цилиндров, бурта гильзы цилиндров и головку цилиндров. Повторное использование прокладки головки цилиндров допускается с той же головкой цилиндров только при неизменном положении гильз в блоке цилиндров и при отсутствии следов прорыва газов и разрушения окантовок газового стыка
Обратить внимание на правильность установки прокладки головки цилиндров на штифты и окантовок прокладок — на бурты гильз цилиндров
Гайки крепления головок цилиндров затягивать в порядке возрастания номеров, как показано на рис. 7, моментом 240 — 260 Нм (24 — 26 кгсм). После первой затяжки повторной операцией проверить требуемый крутящий момент на каждой гайке, соблюдая указанную последовательность. Нельзя затягивать гайки моментом большим, чем указано, так как это неизбежно приведет к разрушению деталей газового стыка.
Как производится регулировка клапанов на моторе ЯМЗ 238: основные приемы
При получении некорректного значения исследуемой величины следует выполнить следующие действия:
- ослабить гайку регулировочного винта, расположенную на противоположном конце коромысла;
- вставить щуп подходящей толщины между торцом «запорного элемента» камеры сгорания и рычагом;
- вращать винт отверткой до момента установления приемлемого значения «теплового компенсатора»;
- предотвращая поворот винта, зажать гайку;
- удостоверится в номинальном значении зазора, при необходимости повторить спектр мероприятий.
регулировка регулировкаДальнейшую проверку и настройку клапанного механизма проводить в порядке 5-4-2-6-3-7-8 в положении «закрытый впускной канал исследуемого цилиндра + 120 градусов по часовой стрелке». После завершения цикла наладки клапанного узла следует снова проверить зазоры.
регулировкаДальнейшую проверку и настройку клапанного механизма проводить в порядке 5-4-2-6-3-7-8 в положении «закрытый впускной канал исследуемого цилиндра + 120 градусов по часовой стрелке». После завершения цикла наладки клапанного узла следует снова проверить зазоры.
К сведению. При проверке расстояний после вращения коленвала уже отрегулированного двигателя допускается колебание в границах 0,20-0,35 мм, вызванное неточностями деталей ГРМ.
На окончательном этапе необходимо:
- пустить мотор и диагностировать характер его работы на предмет отсутствия стуков;
- проверить состояние прокладок;
- поставить крышки ГБЦ.
Звонкие стуки в процессе работы мотора – повод еще раз проверить и настроить ГРМ.
Регулировка клапана на ЯМЗ 236: принципы и особенности
Размеры зазоров не должны отличаться друг от друга, разрешенный диапазон составляет 0,25-0,30 мм. Регулировка производится в установленном диапазоне и не должна превышать допустимых значений. В некоторых случаях после настройки данные параметры могут поменяться после движения коленчатого вала, но зазоры должны быть не меньше 0,2 мм и не больше 0,35 мм. Максимально допустимое значение – 0,4 мм – может появиться вследствие интенсивной эксплуатации, но как только размер зазора превысил эту планку, необходимо произвести регулировку.
Обязательным требованием является проведение настройки клапанного привода на холодном двигателе. Тепловое расширение способно деформировать стенки рабочих механизмов, и выставить зазор нужной величины практически невозможно. Если регулировку нужно произвести быстро, приступать к работам можно только через 15 минут после того, как двигатель был выключен. К этому моменту механизм успеет остыть, и появится возможность получить точные измерительные данные зазоров, которыми обладает обратный клапан ЯМЗ 236.
Для чего нужно регулировать клапанный механизма и подготовка к регулировке
Так как детали двигателя ЯМЗ 238 во время работы нагреваются, то они подвержены упругому расширению. Поэтому периодическая регулировка клапанов нужна для того, чтобы клапана максимально плотно прилегали к седлу в нагретом состоянии. Кроме этого, надо помнить, что во время работы мотора появляются и такие особенности:
- тепловой зазор, у которого увеличились размеры ухудшит работу камеры сгорания, также детали ГРМ быстрее износятся;
- если зазор будет слишком мал, то не будет плотного соединения между седлом головки блока цилиндров и клапаном, это приведет к ухудшению характеристик двигателя, также увеличится риск прогара клапанов.

Для начала надо выключить подачу горючего, отключить ТНВД можно, повернув скобу кулисы вниз, она установлена в корпусе регулятора частоты вращения.
Подготовка к регулировке клапанов:
- дать мотору остыть до 30 градусов;
- снять клапанную крышку;
- проверить насколько хорошо затянуты оси коромысел ГРМ, изначально это усилие находится в пределах 120-150 Нм.
Резюме
Перекрыв подачу топлива, демонтировав клапанную крышку и проверив затяжку осей коромысел ГРМ, приступают к регулировке выпускного и впускного клапанов ЯМЗ 238 согласно установленного диапазона (0,25-0,3 мм):
- вращая коленвал за шкив или маховик, выставить клапаны исследуемого цилиндра в такт сжатия;
- проверить зазор, вставив щуп между качающимся рычагом и торцом клапана;
- ослабить гайку подналадочного винта;
- снова смонтировать щуп;
- вращением винта добиться рекомендуемой величины тепловой компенсации;
- зажать гайку;
- вновь проверить регулируемую величину щупом, при необходимости – повторить;
- произвести дальнейшую наладку в порядке 5-4-2-6-3-7-8;
- провернуть коленвал и вновь идентифицировать расстояние (допускается 0,20…0,35 мм);
- пустить двигатель и удостоверится в отсутствии стуков;
- установить крышки ГБЦ.
Источник
Резюме
Перекрыв подачу топлива, демонтировав клапанную крышку и проверив затяжку осей коромысел ГРМ, приступают к регулировке выпускного и впускного клапанов ЯМЗ 238 согласно установленного диапазона (0,25-0,3 мм):
- вращая коленвал за шкив или маховик, выставить клапаны исследуемого цилиндра в такт сжатия;
- проверить зазор, вставив щуп между качающимся рычагом и торцом клапана;
- ослабить гайку подналадочного винта;
- снова смонтировать щуп;
- вращением винта добиться рекомендуемой величины тепловой компенсации;
- зажать гайку;
- вновь проверить регулируемую величину щупом, при необходимости – повторить;
- произвести дальнейшую наладку в порядке 5-4-2-6-3-7-8;
- провернуть коленвал и вновь идентифицировать расстояние (допускается 0,20…0,35 мм);
- пустить двигатель и удостоверится в отсутствии стуков;
- установить крышки ГБЦ.
Cнятие головки ямз 236
Cнятие головки начинается с откручивания водяного коллектора. Впускного коллектора. Топливные трубки. При их снятии необходимо фиксировать удлинители топливных форсунок. Они откручиваются от форсунок. И теряют герметичность. При последующей установке. Возможно просачивание топлива в картер двигателя
Осторожно необходимо откручивать трубку обратки топлива
Возможна утечка как из под гайки трубки . Так и из под штуцера. Который вворачивается в блок. Особенно необходимо быть острожным при откручивании трубки обратки с форсунок. Трубка лопается в основании штуцера. Если резко провернуть ключ. После того как удалены все трубки. Откручиваются и вынимаются форсунки. Кронштейны коромысел прикручены болтами.
Снятие штанг толкателей может привести к неприятному моменту
Если неосторожно вытаскивать штангу. И она выскочит из рук
То провалиться в картер двигателя . Достать её будет очень тяжело. Многие оставляют штангу там. Она особенно не помешает работе двигателя. Если займет нейтральное положение. Поэтому выниматься штанга должна аккуратно.
Гайки крепления головки желательно откручивать с одним усилием. При помощи динамометрического ключа. Головка массивная. Ослабление одних гаек приведет к увеличению нагрузки на другие. Это может вызвать как просадку гильз. Так коробление самой головки. Лучше открутить её в два приема. Установив на ключе нагрузку в 140 Н*м.
Как установить поршень первого цилиндра
Самое главное. Необходимо установить поршень первого цилиндра в ВМТ в момент сжатия топлива. То есть определить положение поршня первого цилиндра при котором необходимо начинать регулировку клапанов. Это очень просто. Совмещаются метки на ТНВД.

Этого положения будет достаточно для того чтобы начать регулировку клапанов. Правда поршень будет находится не идеально в вмт . Ниже на угол опережения зажигания То есть он немного не дойдет до вмт но на регулировку это никак не повлияет клапана закрыты, и их можно регулировать.
Коленчатый вал тоже имеет метки. И если их выставить. Поршень первого цилиндра будет находится в ВМТ. Но колен вал делает два оборота а ТНВД один за полный цикл работы двигателя. Поэтому в одном из положении меток коленвала поршень первого цилиндра может встать не в момент сжатия. Следовательно, надежно ориентироваться по положению топливного насоса. Либо по клапанам, если топливный насос снят. В момент сжатия, когда поршень подходит в ВМТ. Выпускной клапан первого цилиндра закрыт а впускной клапан закрывается. При дальнейшем вращении коленвала, до достижения поршня ВМТ. Клапана закрыты и коромысла неподвижны. Во втором положении меток коленвала один клапан до ВМТ закрывается, а после прохождения поршнем ВМТ второй клапан сразу открывается. Это положение поршня не устраивает. После того как выставлен поршень первого цилиндра можно регулировать клапана первого цилиндра.
Как проворачивать коленвал
Следующий вопрос на сколько проворачивать коленвал. и в какую сторону для регулировки пятого цилиндра. Согласно порядка работы двигателя. Как уже сказано выше коленвал делает два оборота . То есть один оборот это 360 градусов два оборота 720 градусов. Цилиндров 8 делим 720 на 8 получается 90 градусов. То есть от регулировки первого цилиндра до момента регулировки 5 цилиндра вал необходимо провернуть на 90 градусов, то есть ¼ оборота. Для того чтобы проще ориентироваться можно нанести на шкиву метки мелом. Разделить шкив на 4 части.

Большая точность не требуется. И каждый раз проворачивать вал до совмещения метки на шкиве с меткой «0» на передней крышке. Так от первого к пятому 90 градусов от пятого к четвёртому 90 градусов от четвёртого ко второму 90 градусов и так до восьмого цилиндра. Коленвал нужно проворачивать по часовой стрелке если смотреть в торец двигателя с переди. Способ очень простой но не удобный. Когда двигатель стоит на автомобиле к шкиву тяжело подобраться. Тем более его разметить. И потом еще труднее совмещать эти метки. Советские конструктора были далеко не глупые люди. В расчетах учитывались все моменты. Поэтому в руководстве по эксплуатации предлагается простой способ, который не требует больших познаний и запоминаний
Притирка клапанов
Перед разборкой головок цилиндров очистить их от масла и нагара и пометить порядковые номера клапанов на торцах тарелок для того, чтобы при сборке установить их на свои места.
Для рассухаривания клапанов необходимо головку цилиндров без форсунок, коромысел, осей коромысел и шпилек крепления осей коромысел установить привалочной поверхностью на плиту так, чтобы обеспечить упор для клапанов.
Рассухаривание выполнять с помощью приспособления, изображенного на рис. 5.
Для этой цели ввернуть упорный болт 1 приспособления в отверстие под шпильку крепления оси коромысла, нажимную тарелку 2 приспособления установить на тарелку пружин соответствующего клапана и, нажимая на рукоятку 3 рычага приспособления, отжать пружины клапана, вынуть сухари и снять все детали клапанного узла.
Таким же путем последовательно рассухарить все остальные клапаны и снять пружины клапанов и сопряженные с ними детали.
Повернуть головку цилиндров и вынуть клапаны из направляющих втулок. Клапаны и седла тщательно очистить от грязи, нагара и масляных отложений, промыть в керосине или специальном моющем растворе, высушить и осмотреть для определения степени ремонта.
Восстановить герметичность клапана притиркой возможно только при наличии незначительных износов и мелких раковин на рабочей фаске и лишь в том случае, если тарелка и стержень не покороблены и нет местных прогаров на фасках клапана и седла.
При наличии таких дефектов притирке должны предшествовать шлифовка седел и клапанов или замена неисправных деталей.
Для притирки клапанов использовать специальную притирочную пасту, приготовленную путем тщательного перемешивания трех частей (по объему) микропорошка зеленого карбида кремния с двумя частями моторного масла и одной частью дизельного топлива.
Перед употреблением притирочную смесь тщательно перемешать, так как при отсутствии механического перемешивания микропорошок способен осаждаться.
Установить головку цилиндров на плиту или специальное приспособление привалочной поверхностью кверху.
Нанести на фаску клапана тонкий равномерный слой притирочной пасты, смазать стержень клапана чистым моторным маслом и установить его в головку цилиндров.
Допускается наносить пасту на фаску седла.
Притирку выполнять возвратно-вращательными движениями клапанов при помощи специального приспособления или дрели с присосом.
Нажимая на клапан с усилием 20…30 Н (2…3 кгс), повернуть его на ⅓ оборота в одном направлении, затем, ослабив усилие, на 1/4 оборота в обратном направлении.
Нельзя выполнять притирку круговыми движениями.
Периодически поднимая клапан и добавляя на фаску пасту, продолжать притирку, как указано выше, до тех пор, пока на фасках клапана и седла не появится непрерывный матовый поясок шириной «А» не менее 1,5 мм (рис. 6).
Разрывы матового пояска и наличие на нем поперечных рисок не допускается.
При правильной притирке матовый поясок «А» на фаске клапана седле должен начинаться у большего основания конуса, как показано на рисунке 6.
После окончания притирки клапаны и головку цилиндров тщательно промыть керосином или специальным моющим раствором и высушить.
Внимание! Наличие даже незначительных остатков притирочной пасты на клапане или головке цилиндров могут привести к надиру и ускоренному износу гильз цилиндров и поршневых колец. Клапаны, пружины и детали их крепления установить на головку цилиндров и засухарить клапаны, используя приспособление (см
рис. 5)
Клапаны, пружины и детали их крепления установить на головку цилиндров и засухарить клапаны, используя приспособление (см. рис. 5).
Качество притирки сопряжения клапан-седло проверить на герметичность путем заливки керосина или дизельного топлива, заливая его поочередно во впускные и выпускные каналы.
Хорошо притертые клапаны не должны пропускать керосин или дизельное топливо в течение одной минуты.
Допустима проверка качества притирки карандашом.
Для этого поперек фаски притертого чистого клапана мягким графитовым карандашом нанести через равные промежутки 10 – 15 черточек, после чего осторожно вставить клапан в седло и, сильно нажимая к седлу, повернуть его на ¼ оборота. При хорошем качестве притирки все черточки на рабочей фаске клапана должны стереться
При хорошем качестве притирки все черточки на рабочей фаске клапана должны стереться.
При неудовлетворительных результатах проверки качества притирки ее необходимо продолжить.
Проверка посадки гильз и плоскости головки
Головка снята. Её необходимо отчистить от нагара. Промыть. Тоже самое необходимо сделать с плоскостью гильз и блока
Важно отчистить поверхности тщательно. Что бы произвести проверку плоскости головки на возможный изгиб
И проверить блок на просадку гильз. Для двигателей ЯМЗ это очень актуальная тема. Гильзы проседают в свои посадочных местах. И проседают на только друг относительно друга. Они садятся на один бок . это практически не видно на глаз.
Линейка хорошо позволяет увидеть, как сидят гильзы. Лечат эту проблему по разному. Все зависит от того на сколько сильно произошла просадка. Иногда помогает установка дополнительного кольца по верхнюю кромку гильзы. Которая упирается в блок двигателя. У кого то получается выровнять гильзу у кого то нет. Лучше это сделать на ремзаводе при помощи расточного станка. Есть специальные приспособления по выравниванию посадочных мест не снимая и не разбирая двигатель до конца.
Посадка гильз в первую очередь влияет на прорыв газов из камеры сгорания. Газы попадают в водяную рубашку. И через расширительный бачок наружу. Или скапливаются в верхней точке водяного коллектора. Образуют воздушную пробку. Первое что происходит. Перестаёт нагреваться радиатор печки. Так пробки газов не позволяют циркулировать жидкости. При э том мотор хорошо работает и не выбрасывает охлаждающую жидкость из расширительного бачка. Это как бы первый звонок. снова придётся снимать головку блока цилиндров. Поэтому лучше сразу проверить перепады и наклон гильз. Для этого можно воспользоваться специальной линейкой. Что бы потом не делать двойную работу.
Установка прокладки
Если с плоскостями всё нормально головки после ремонта можно ставить на место. Предварительно устанавливается прокладка головки блока. На турбированных двигателях помимо основной прокладки предусмотрены фторопластовые кольца. Но их можно установить и на обычные двигателя. Эти кольца помогают выровнять возможные небольшие неровности при посадке гильз. И неровности головки блока. Кольца эти ставятся внутри прокладки . Для этого в кольцах предусмотрен паз по наружной стороне. Его необходимо расширить. Сделать это можно с помощью отвертки. Кольцо вставляется в прокладку.
И затем прокладка со всеми кольцами устанавливается на блок двигателя. При установке прокладки необходимо проверить правильность её установки. Если головка стоит правильно. Отверстия под масляные каналы совпадают с каналами. Луче лишний раз в этом убедиться.
Последовательность затяжки болтов ГБЦ двигателя ЯМЗ 236.
Практически все грузовики имеют одинаковую последовательность затяжки болтов на ГБЦ одинаковый. Сначала закручивают болты посредине обоих рядов. Далее проводится затяжка болтов, расположенных напротив. Необходимо помнить, что V-образный ЯМЗ-236, как и любой другой многоцилиндровый двигатель имеет определённый порядок работы цилиндров. Затяжка должна проводиться строго в соответствии с описанным правилом и в несколько подходов:
- Усилие 5 кгс*м.
- Усилие 10 кгс*м.
- Усилие 18 кгс*м.
- Усилие 26 кгс*м.
Основные ошибки при затяжке болтов на ГБЦ ЯМЗ 236.
Если при работе не применять специальный инструмент, то можно провести неравномерную затяжку болтов, что приведет в дальнейшем к изгибанию поверхности головки, либо прорыву отработавших газов, масла, топливной смеси или тосола. Вместе с этим жидкости могут проникнуть в водяную рубашку и систему смазки. Это приведет к необходимости дорогостоящего ремонта в дальнейшем.
Так же в список ошибок входит перетяжка крепежных элементов, использование изношенных головок и динамометрических ключей. Применение нестандартных крепежных деталей для ГБЦ ЯМЗ 236 не допускается.
Правильное выполнение процедуры затягивания крепежных болтов, а также точного силового момента обеспечивает надежную и длительную работу мотора. Система ГРМ играет главную роль в работе силового агрегата, поэтому нарушать правила затягивания крепежных элементов ГБЦ двигателя ЯМЗ 236 нельзя. Помимо этого, нужно перед затяжкой болтов предварительно смазать их моторным маслом. Достаточно нанести небольшой объем масла на резьбовую часть.
В каких случаях производится затяжка ГБЦ?
При текущем и любом другом ремонте двигателя автомобиля, а также замене прокладки, необходимо проводить затяжку гаек с силовым моментом 235-245 Нм (24-26 кгс*м) начиная от середины головки блока и далее к краям
Важно помнить, что для силовых агрегатов ЯМЗ 236 евро с металлической прокладкой в силу её конструктивных особенностей не допускается подтяжка болтов
Стоит учитывать, что для замены прокладки необходимо иметь специальное оборудование и необходимый инструмент. Помимо этого, ремонт должен проводиться при хорошей погоде или в тёплом гараже, помещении. Окружающая температура оказывает большое влияние на установку головки блока цилиндров мотора ЯМЗ 236. Помимо этого протяжка болтов проводится при прохождении технического обслуживания. При проведении регулировки зазора клапанов ГРМ двигателя рекомендуется проводить профилактическую протяжку. Появление влаги в области крепежа и блока так же свидетельствует о необходимости протяжки. Данное явление характерно при утечке масла
Внимательный водитель обязан сразу обратить внимание на состояние ГБЦ, если требуется постоянное добавление масла или тосола в систему. Перегревание мотора может привести к деформации деталей силового агрегата, что влечет за собой необходимость дополнительной протяжки
Используемый инструмент.
Для затягивания крепежных элементов ГБЦ потребуется торцевая головка необходимого размера и динамометрический ключ. Он бывает следующих видов:
- Щелчкового типа. Данный инструмент применяется для оперативной затяжки. При достижении заданного усилия ключ издает характерный звук-щелчок. Появление повторных звуков сигнализирует о необходимости остановки затяжки. Если настроить ключ правильно, то погрешность работы не превысит 5 %.
Ключ щелчкового типа
- Стрелочный ключ представляет собой рычаг со шкалой момента и стрелкой. Простота использования является главным отличием такого ключа, однако его погрешность может достигать 20 %. Потеря упругости стали делает невозможным регулировку стрелочного ключа.
Ключ стрелочный
- Цифровой ключ считается самым точным инструментом. Он практически не имеет погрешности.
Ключ цифровой
Не рекомендуется использовать обычные накидные ключи или простые головки, так как можно сорвать резьбу или провести неправильную затяжку ГБЦ.