Притирка клапанов своими руками
Содержание:
- Прайс-лист
- С нами сотрудничают
- Как устроена ГБЦ
- Основные причины для шлифовки
- Конструкция детали: что входит в ГБЦ
- Выбор прокладки ГБЦ
- Расточка блока цилиндров — технологический процесс
- Расточка головки блока цилиндров своими руками
- В каких случаях необходима шлифовка ГБЦ?
- В каких случаях необходима шлифовка ГБЦ?
- Подготовка головки блока к шлифовке
- Подготовка к шлифовке
- В каких случаях необходима шлифовка ГБЦ?
Прайс-лист
Цены действительны с 1 сентября 2021 года
Скачатьпрайс-лист
Работы с ГБЦ (отечественное производство)
|
Наименование услуги |
Ед. изм. |
Легковые, руб. |
Грузов. до 70 кг, руб. |
Грузов. выше 70 кг, руб. |
|---|---|---|---|---|
|
Установка резьбовой втулки |
шт. |
300 руб. |
380 руб. |
470 руб. |
|
Замена свечного отверстия |
шт. |
710 руб. |
1 050 руб. |
1 100 руб. |
|
Замена МСК |
шт. |
65 руб. |
65 руб. |
65 руб. |
|
Замена стаканов форсунок ЯМЗ-238 |
шт. |
— |
660 руб. |
660 руб. |
|
Замена стаканов форсунок ЯМЗ-236 |
шт. |
— |
660 руб. |
660 руб. |
|
Снятие патрубков |
шт. |
150 руб. |
200 руб. |
225 руб. |
|
Шлифовка фаски клапана с очисткой |
шт. |
110 руб. |
130 руб. |
165 руб. |
|
Шлифовка торца клапана |
шт. |
66 руб. |
110 руб. |
110 руб. |
|
Фрезеровка ГБЦ по плоскости с форкамерами |
цил. |
700 руб. |
— |
— |
|
Фрезеровка ГБЦ съем более 0.4 мм |
цил. |
330 руб. |
860 руб. |
860 руб. |
|
Фрезеровка ГБЦ паралл. дизель |
цил. |
250 руб. |
660 руб. |
660 руб. |
|
Фрезеровка ГБЦ паралл. бензин AL |
цил. |
250 руб. |
420 руб. |
550 руб. |
|
Установка форсунок дизеля |
шт. |
110 руб. |
200 руб. |
200 руб. |
|
Установка термоиндикатора |
шт. |
150 руб. |
150 руб. |
150 руб. |
|
Удаление сломанных шпилек |
шт. |
550 руб. |
550 руб. |
550 руб. |
|
Снятие форсунок дизеля |
шт. |
165 руб. |
270 руб. |
300 руб. |
|
Ремонт резьбового отверстия |
шт. |
550 руб. |
880 руб. |
1 100 руб. |
|
Мойка предварительная 5-6 цил. |
шт. |
880 руб. |
990 руб. |
1 100 руб. |
|
Мойка предварительная 3-4 цил. |
шт. |
550/220 руб. |
550/220 руб. |
550 руб. |
|
Рассухаривание клапана |
шт. |
45 руб. |
55 руб. |
65 руб. |
|
Засухаривание с заменой МСК |
шт. |
110 руб. |
165 руб. |
165 руб. |
|
Обработка седла профильным резцом на станке AZ VV-80 |
шт. |
165 руб. |
220 руб. |
220 руб. |
|
Замена седла без обработки |
шт. |
440 руб. |
550 руб. |
770 руб. |
|
Замена седла с обработкой |
шт. |
550 руб. |
1 100 руб. |
1 100 руб. |
|
Замена направляющей втулки с разворачиванием под клапан |
шт. |
130 руб. |
220 руб. |
220 руб. |
|
Замена заглушек |
шт. |
330 руб. |
440 руб. |
550 руб. |
|
Дефектовка клапана |
шт. |
55 руб. |
75 руб. |
180 руб. |
|
Выворачивание шпилек |
шт. |
55 руб. |
55 руб. |
55 руб. |
Опрессовка головки блока
|
Наименование услуги |
Ед. изм. |
Цена, руб. |
|---|---|---|
|
А-01 |
цил. |
3 080 руб. |
|
А-41 |
цил. |
3 080 руб. |
|
ВАЗ |
цил. |
1 320 руб. |
|
ГАЗ |
цил. |
1 650 руб. |
|
Д-160 |
цил. |
2 750 руб. |
|
Д-65 |
цил. |
1 650 руб. |
|
ЗиЛ |
цил. |
1 650 руб. |
|
ЗМЗ-402 |
цил. |
1 320 руб. |
|
ЗМЗ-405 |
цил. |
1 320 руб. |
|
ЗМЗ-406 |
цил. |
1 320 руб. |
|
ЗМЗ-407 |
цил. |
1 320 руб. |
|
КаМАЗ |
шт. |
1 100 руб. |
|
ММЗ-245 |
цил. |
1 650 руб. |
|
СМД |
цил. |
1 650 руб. |
|
Тракторные и их аналоги |
цил. |
1 650 руб. |
|
ЯМЗ-236 |
цил. |
3 080 руб. |
|
ЯМЗ-238 |
цил. |
3 080 руб. |
|
ЯМЗ-7511 (общие) |
цил. |
3 080 руб. |
|
ЯМЗ-7511 (раздельные) |
шт. |
1 100 руб. |
|
ЯМЗ-840 |
шт. |
1 100 руб. |
Работы с ГБЦ (иномарки)
|
Наименование услуги |
Ед. изм. |
Легковые, руб. |
Грузов. до 70 кг, руб. |
Грузов. выше 70 кг, руб. |
|---|---|---|---|---|
|
Замена стакана форсунки ЯМЗ-650 |
шт. |
— |
— |
1 650 руб. |
|
Установка резьбовой втулки |
шт. |
330 руб. |
420 руб. |
485 руб. |
|
Замена МСК |
шт. |
150 руб. |
150 руб. |
150 руб. |
|
Снятие патрубков |
шт. |
200 руб. |
255 руб. |
300 руб. |
|
Шлифовка фаски клапана с чисткой |
шт. |
165 руб. |
165 руб. |
220 руб. |
|
Шлифовка торца клапана |
шт. |
80 руб. |
90 руб. |
100 руб. |
|
Фрезеровка чугун |
цил. |
660 руб. |
770 руб. |
970 руб. |
|
Фрезеровка AL |
цил. |
550 руб. |
750 руб. |
970 руб. |
|
Установка термоиндикатора |
шт. |
155 руб. |
155 руб. |
155 руб. |
|
Удаление сломанных шпилек |
шт. |
550 руб. |
660 руб. |
770 руб. |
|
Проверка вакуум-тестером сопряжения «седло-клапан» |
шт. |
45 руб. |
45 руб. |
45 руб. |
|
Ремонт свечного отверстия |
шт. |
1000 руб. |
1000 руб. |
— |
|
Ремонт резьбового отверстия |
шт. |
450 руб. |
500 руб. |
550 руб. |
|
Разворачивание направляющей втулки |
шт. |
110 руб. |
110 руб. |
135 руб. |
|
Мойка предварительная 5-6 цил. |
шт. |
550 руб. |
660/220 руб. |
880 руб. |
|
Мойка предварительная 3-4 цил. |
шт. |
330 руб. |
550/220 руб. |
550 руб. |
|
Рассухаривание клапана |
шт. |
80 руб. |
110 руб. |
110 руб. |
|
Засухаривание с заменой МСК |
шт. |
110 руб. |
155 руб. |
155 руб. |
|
Обработка седла профильным резцом на станке AZ VV-80 |
шт. |
200 руб. |
220 руб. |
255 руб. |
|
Замена седла с обработкой |
шт. |
1 100 руб. |
1 210 руб. |
1 430 руб. |
|
Замена седла без обработки |
шт. |
880 руб. |
1 100 руб. |
1 100 руб. |
|
Замена направляющей втулки |
шт. |
220 руб. |
330 руб. |
330 руб. |
|
Замена заглушек |
шт. |
600 руб. |
825 руб. |
940 руб. |
|
Доработка направляющей втулки |
шт. |
220 руб. |
165 руб. |
275 руб. |
|
Дефектовка клапана |
шт. |
80 руб. |
90 руб. |
90 руб. |
|
Выворачивание шпилек |
шт. |
300 руб. |
300 руб. |
330 руб. |
Опрессовка головок блока цилиндров
|
ГБЦ двигателя |
Единица измерения |
Легковые,руб. |
Грузовые,руб. |
|---|---|---|---|
|
Теплообменник |
шт. |
1 100 руб. |
2 200 руб. |
|
ГБЦ 4-6 цил. (рядные) |
цил. |
— |
1 650 руб. |
|
ГБЦ (крупногабаритные) |
цил. |
— |
1 650 руб. |
|
ГБЦ (чугун) |
цил. |
650 руб. |
1 100 руб. |
|
ГБЦ (алюминий) |
цил. |
550 руб. |
1 100 руб. |
С нами сотрудничают
-
Мосводосток
-
Автокомбинат им. Краузе
-
МосАвтоДор
-
ТулаАвтоДор
-
ОГУП «Волгоградавтодор»
-
АО «МосТоТрест-Сервис»
-
ФГУП «Пойма»
-
ГБУ «Жилищник»
-
ПАО «Мостотрест»
-
МТФ-завод «МОКОН»
-
АО «ФЦНИВТ «СНПО «ЭЛЕРОН»
-
Агрохолдинг «РУСМОЛОКО»
-
ООО «ТУЛАМАШАГРО»
-
АО «МИСК»
-
ООО «ССК «ГАЗРЕГИОН»
-
АО «ГАЗСТРОЙ»
-
ПАО «ГОФРОН»
-
ФСК «Мостоотряд-47»
-
СТФ «Мостоотряд-99»
-
АО «Шаховский ДСК»
-
АО «Озеры-молоко»
Схема проезда
Как устроена ГБЦ
Это сложная и продуманная часть бензиновых и дизельных двигателей. Головки цилиндров в автомобильных двигателях изготавливаются из легких металлов или алюминиевых сплавов и отлиты. Компоненты гбц отличаются в зависимости от типа топлива, на котором работает двигатель.
Компоненты головок цилиндров, назначение.
- Впускные и выпускные клапаны, используются для ввода воздушно-топливной смеси и вывода выхлопных газов.
- Распредвалы открывают и закрывают клапаны, приводятся в действие цепью ГРМ или ремнем привода, соединенными с коленчатым валом двигателя.
- Инжекторы (бензин), через них бензин впрыскивается непосредственно в ДВС;
- Инжекторы (дизель), используются для впрыска дизельного топлива непосредственно в камеру сгорания или во впускную камеру;
- Свечи зажигания (бензин) или свечи накаливания (дизель), инициируют сгорание в двигателе (бензин) или являются вспомогательным средством для холодного запуска (дизельное топливо).
На фото показана работа 4-тактного бензинового двигателя.
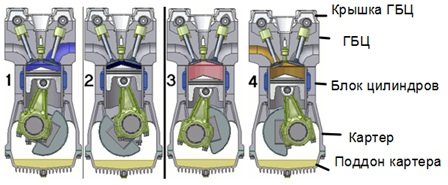
- В 1 положении поршень в нижней мертвой точке; кулачок распредвала открывает впускной клапан, цилиндр принудительно (стартером) заполняется смесью бензина с воздухом.
- Во 2 – поршень достиг верхней точки, при закрытых клапанах происходит сжатие смеси, температура и давление в камере сгорания повышаются.
- В 3 – смесь воспламеняется, образуются газы, которые толкают поршень вниз; рабочий ход, коленчатый вал, соединенный шатунами с поршнем, преобразует поступательное движение во вращение вала.
- В 4 – поршень проходит нижнюю точку и движется вверх по инерции за счет маховика, выпускной клапан открывается, отработанные газы отводятся по каналам в выхлопную трубу.
Температура сжатия достигает 300-400°С, а давление 0.1-0,15 Мпа, а в момент воспламенения – 2500°С и 3-4 МПА. Наличие сложных компонентов в ГБЦ приводит к дорогостоящему ремонту, если вовремя не устранить проблему: стук клапанов, износ кулачков распределительного вала, разрушение прокладки.
Основные причины для шлифовки
Первым и главным условием для начала шлифовки это неровная установка прокладки для ГБЦ и последующее её прогорание. Причинами такого появления может быть перегрев двигателя, попадание небольших механических частей или вода, которая при детонации может повредить прокладку.
Сама же прокладка не так уж и проста, она состоит из нескольких слоев и каркаса, делают её с перфорируемой тонколистовой стали. Основным назначением является герметизация стыков двух частей. Закипание двигателя, пузыри в системе охлаждения, смена цвета масла это первые показатели, что прокладка ГБЦ пришла в негодность.
Будет полезно: Что такое строкер двигателя?
Часто еще второй причиной шлифовки считается тюнинг двигателя. Признаком для этого является снижение мощности двигателя, при нажатии на педаль акселератора, или попросту двигатель перестает тянуть. Сразу хочется сказать, что процесс не с простых и потребует затрат как времени, так и денег.
Конструкция детали: что входит в ГБЦ
Поподробнее рассмотрим, из чего состоит ГБЦ.
Первоначально детали головки изготавливались из чугуна. Выбор материала был обусловлен высокой вибронагруженностью и температурным режимом работы двигателя. Чугун обладает высокой механической прочностью и термоустойчивостью. Он не подвержен деформациям и короблению при нагревании. Основной недостаток чугуна – большой удельный вес. Современное материаловедение позволяет использовать сплавы из легких металлов (например, из алюминия), которые отвечают всем вышеперечисленным характеристикам, но обладают меньшей массой.
Герметизация плоскости разъема блока и головки цилиндров осуществляется посредством специальной прокладки. Это сложная деталь, в основу которой входит армированный асбест. Она должна повторять все контуры и каналы головки и при этом выдерживать высокое давление и температуру. Во время крепления болтов головки блока цилиндров необходимо соблюдать заданное усилие и последовательность затяжки. Обычно она осуществляется в несколько этапов и деформирует прокладку в определенных местах.
Что входит в состав ГБЦ?
- Прокладка создает герметичное соединение и функционирование систем охлаждения и смазки.
- ГРМ – это газораспределительный механизм, включающий в себя цепь (ремень), связывающую коленвал и распредвал, собственно распределительный вал и клапаны с пружинным механизмом.
- Корпус головки блока цилиндров называется картером. В нем расположены все детали и механизмы.
- Резьбовые отверстия для монтажа свечей системы зажигания и форсунок для впрыска топлива.
- Камера сгорания, в которой происходит рабочий процесс воспламенения горючей смеси, обеспечивающий работу двигателя.
- Цепь или ремень ГРМ.
- Привалочные плоскости с отверстиями для крепления впускного трубопровода и выпускного коллектора вместе с датчиками и патрубками системы охлаждения.
Клапаны впуска и выпуска расположены вдоль постели распредвала. При использовании двух клапанов на цилиндр они расположены в один ряд. При использовании четырехклапанной конструкции (два впускных и два выпускных на цилиндр) они располагаются в два параллельных ряда. Ось клапанов имеет отклонение от перпендикуляра к плоскости разъема головки и блока цилиндров, как правило, в 20 градусов.
В передней части головки находится пространство для звездочки газораспределительного механизма цепи (или ремня) и ее успокоителя. Они приводят в движение распредвал. Камеры сгорания расположены над цилиндрами и имеют немного меньший диаметр, чем поршни. Благодаря такому несоответствию на границе блока цилиндров и ГБЦ создается завихрение топливной смеси в конце такта сжатия. Это благоприятствует воспламенению горючего и увеличению мощности двигателя.
Слева по направлению движения автомобиля расположены входные отверстия для монтажа свечей зажигания и форсунок подачи топлива. Они вкручиваются по резьбе и участвуют в процессе работы двигателя. На противоположной стороне находятся площадки для подсоединения впускного и выпускного трубопроводов. Также сюда подходят патрубки, подводящие охлаждающую жидкость к ГБЦ.
Сверху головка блока цилиндров имеет сложную конфигурацию, обеспечивающую расположение элементов газораспределительного механизма. Вдоль центральной оси идут площадки для монтажа вкладышей распредвала. В них помещается сам распредвал и сверху фиксируется крышками с ответными полукольцами подшипников скольжения. В специальные отверстия под распредвалом запрессовываются направляющие втулки клапанов. Над ними крепятся шайбы сложной формы, в которые устанавливаются пружины, удерживающие клапан в поднятом состоянии. Сверху ГБЦ надевается металлическая или силуминовая крышка, закрывающая механизмы.
Из чего еще состоит ГБЦ? В головке блока цилиндров имеются неподвижные элементы, такие как:
- седла клапанов, обеспечивающие герметичность впускных и выпускных клапанов в закрытом состоянии;
- направляющие клапанов, задающие вектор их перемещения.
Седла и направляющие запрессовываются с натягом в ГБЦ. В домашних условиях выполнить такую работу очень сложно. Требуется сильный нагрев головки блока цилиндров и глубокое охлаждение ответных деталей перед процессом монтажа. Долгая запрессовка может привести к выравниванию температур и заклиниванию направляющей или клапана. Кроме того, головки из алюминиевого сплава подвержены деформации при нагревании, поэтому перегрев может стать для них фатальным. Для выполнения этой операции лучше обратиться в специализированную мастерскую.
Выбор прокладки ГБЦ
В заключение несколько слов о выборе прокладки головки блока цилиндров
Этот на первый взгляд простой вопрос приобретает особую важность, когда в результате механической обработки ГБЦ произошло заметное изменение степени сжатия. Если все оставить, как было, то есть поставить старую прокладку или такую же новую, это может нарушить нормальный процесс сгорания топлива в цилиндрах, а значит — ухудшаться тяговые и мощностные характеристики двигателя, возрастет содержание вредных веществ в отработавших газах
Для восстановления изначальной величины степени сжатия можно использовать более толстую прокладку головки блока цилиндров или шайбы, однако в продаже есть прокладки не для всех типов двигателей и только определенного диапазона толщины. Поэтому убедиться в доступности желаемой прокладки лучше до принятия решения о механической обработке.
Нужную толщину прокладки или шайб легко рассчитать, зная размер ГБЦ перед обработкой и после нее. Если в двигателе установлены «утопленные» клапаны (например, как на автомобиле Peugeot XUD7), надо учесть объем выступа клапана и в каталоге найти соответствующее значение толщины прокладки головки блока цилиндров.
Расточка блока цилиндров — технологический процесс
Доброго времени суток, уважаемые автолюбители! Не станем вас обманывать обещаниями того, что, такой вид ремонта двигателя, как расточка головки блока цилиндров своими руками, пройдёт полностью у вас в гараже.
В случае с хонингованием или расточкой блока цилиндров, своими руками вы сможете лишь провести снятие головки блока цилиндров и установку её после расточки.
А для того, чтобы расточить блок цилиндров, вам придётся воспользоваться услугами мастеров, которые работают на специальном оборудовании для расточки.
Когда и для чего нужна нам расточка блока цилиндров
Настройка блока цилиндров для расточки
И головка блока, и сам блок цилиндров выходят из строя редко. Нужно приложить максимум усилий при эксплуатации автомобиля, чтобы вывести из строя блок цилиндров раньше, указанного производителем, срока.
То есть ремонт блока цилиндров, как правило, бывает плановый (капитальный ремонт двигателя), и лишь в редких случаях, приходится прибегать к услугам мастерской для расточки блока цилиндров для текущего ремонта.
Второй, более распространённый вариант вмешательства в двигатель – это расточка головки блока и блока цилиндров с целью тюнинга двигателя (форсирование). Это действие требует от владельца чёткого понимания того, для чего ему нужны доработка или тюнинг двигателя.
Если, например хонингование двигателя вы в состоянии провести своими руками, в пределах нормы, то расточка блока — дело чуть сложнее. Например, для хонингования распредвала требуется немного: электродрель и ручная хонинговальная головка. А вот для расточки понадобится специальный станок для расточки блока цилиндров.
А уж после расточки, вы своими руками соберете агрегат в обратном порядке.
Что собой представляет расточка блока цилиндров
Видео расточки блока Естественно, вы сами этим процессом заниматься не будете, вас даже в цех могут не пустить. Но, технологию процедуры расточки блока цилиндров, знать не помешает.
Если вы привезли блок для гильзовки, т.е. для увеличения объёма гнезда под ремкомплект, то нужно знать и сказать мастеру, под какой размер ремонтных гильз будет производиться расточка. Измерение цилиндров вы вполне проведете самостоятельно при помощи нутромера.
Проточка цилиндров происходит на станках с маленькой скоростью, так как необходимо, в первую очередь, соблюсти размеры с точностью до 0,01 мм, геометрию цилиндра, и, конечно же, качество обрабатываемой поверхности.
При обработке на станке для расточки блока, мастер добивается соблюдения одновременно параллельности цилиндров по длине и перпендикулярности, относительно базы. Как правило, параллельность «привязывают» к постелям распредвала, но никак не к корпусу блока.
Расточка блока цилиндров производится с определенным припуском. То есть, оставляется дефектный верхний слой около 0,1-0,15 мм. Для чего? Во-первых, этот маленький припуск не позволит перекоса оси цилиндра во время проведения хонингования.
А хонингование, это обязательная процедура после расточки блока цилиндров двигателя. Хонингование проводится именно с целью снятия верхнего дефектного слоя цилиндра (гнезда).
Заключительная хонинговка проводится по своей, определенной технологии. После хонинговки вы можете продолжать тот ремонт или тюнинг двигателя, который вы затеяли. В процессе обратной сборки блока цилиндров, не пренебрегайте установкой оговоренных в мануале производителя, параметров. В первую очередь это касается установки головки блока цилиндров.
Успехов вам при проведении расточки блока цилиндров.
Расточка головки блока цилиндров своими руками
Для этого нужно выполнить следующие действия:
- На подготовленный и отцентрированный деревянный чурбак наматывают крупнозернистую наждачную бумагу.
- Наждачную бумагу смазывают маслом для облегчения манипуляции и вручную проводят расточку.
- Если чурбак легко входит в цилиндр, то на него нужно положить слой бумаги, а сверху намотать наждачную бумагу.
- Деревянная оправка должна с усилием и проворотом входить в цилиндр.
- Далее подставляем бумагу, не забывая проверять, как входит в цилиндр, в заранее купленный новый поршень.
- Как только видим, что поршень можно втиснуть в цилиндр, то расточку прекращаем и занимаемся шлифовкой более мелкой наждачной бумагой.
Способ крайне брутальный и неточный. При его применении мы не сможем обеспечить сносность цилиндров, точность расточки и правильно нанести сетку хона.
Уточняем, какие есть ремонтные размеры поршней для двигателя и измеряем цилиндры. Если на цилиндрах Вашего автомобиля есть глубокие задиры, которые по расчётам не снимутся расточкой в один ремонт, то придётся растачивать на второй ремонтный размер. После расчётов, или уже после расточки приобретаем комплект поршней и колец необходимого ремонтного размера. Производим разборку блока (можно, конечно, обратиться на СТО для проведения всего спектра услуг, но полный сервис будет стоить намного дороже).
В каких случаях необходима шлифовка ГБЦ?
Ни для кого не секрет, что все без исключения компоненты ГБЦ находятся в тесном взаимодействии относительно друг друга. Соответственно, если из строя выходит один элемент, то это может стать причиной поломки и других компонентов либо же привести к серьезному дефекту узла. Например, если в прокладке ГБЦ появились пробоины, то в результате этого может произойти утечка моторной жидкости. Соответственно, ремонтные работы станут причиной необходимости не только замены самой прокладки, но и поиска причин, в результате которых прокладка была пробита.
В данном случае причина может заключаться даже в небольшом перегреве двигателя или случайном попадании влаги. Тем не менее, вся ГБЦ в данном случае подвергнется диагностике. На практике обычно прокладка пробивается в том случае, когда произошли нарушения в работе блока цилиндров, в частности, сопряжение между ГБЦ и самом блоком. В таких случаях необходима фрезеровка ГБЦ. Можно ли это сделать вручную своими руками и какой понадобится станок, вы узнаете далее.

Но сначала разберемся в истинных причинах, которые требуют такого серьезного вмешательства. В первую очередь, фрезеровка осуществляется в том случае, чтобы довести до необходимых стандартов привалочную плоскость головки, сопрягающейся с плоскостью БЦ.
Следует отметить, что данный процесс необходимо осуществлять в нескольких случаях:
- Если вы решили протюнинговать двигатель. Такой вариант является не особо актуальным среди отечественных водителей, скорее – среди отдельных личностей. В данном случае шлифовка ГБЦ подразумевает уменьшение ее высоты, а это, в свою очередь, необходимо для увеличения степени сжатия. Однако, следует отметить, что это было актуально, когда качественное топливо было трудно достать, соответственно, многие автомобилисты прибегали к такому решению. На сегодняшний же день данный вариант является актуальным исключительно для тех, кто хочет изменить параметры своего мотора.
- Второй случай – это необходимость фрезеровки узла при проведении каких-либо ремонтных работ с головкой блока. Имеются в виду практически все работы, начиная от замены уплотнительной прокладки и заканчивая ремонтом или заменой распределительных валов. Мы не рекомендуем уделять время только тем работам, ради которых был осуществлен демонтаж ГБЦ. Поскольку лучше вручную своими руками сделать все сразу и потратить немного больше времени, чем впоследствии опять решать данную проблему.
В каких случаях необходима шлифовка ГБЦ?
Ни для кого не секрет, что все без исключения компоненты ГБЦ находятся в тесном взаимодействии относительно друг друга. Соответственно, если из строя выходит один элемент, то это может стать причиной поломки и других компонентов либо же привести к серьезному дефекту узла. Например, если в прокладке ГБЦ появились пробоины, то в результате этого может произойти утечка моторной жидкости. Соответственно, ремонтные работы станут причиной необходимости не только замены самой прокладки, но и поиска причин, в результате которых прокладка была пробита.
В данном случае причина может заключаться даже в небольшом перегреве двигателя или случайном попадании влаги. Тем не менее, вся ГБЦ в данном случае подвергнется диагностике. На практике обычно прокладка пробивается в том случае, когда произошли нарушения в работе блока цилиндров, в частности, сопряжение между ГБЦ и самом блоком. В таких случаях необходима фрезеровка ГБЦ. Можно ли это сделать вручную своими руками и какой понадобится станок, вы узнаете далее.
Но сначала разберемся в истинных причинах, которые требуют такого серьезного вмешательства. В первую очередь, фрезеровка осуществляется в том случае, чтобы довести до необходимых стандартов привалочную плоскость головки, сопрягающейся с плоскостью БЦ.
Следует отметить, что данный процесс необходимо осуществлять в нескольких случаях:
- Если вы решили протюнинговать двигатель. Такой вариант является не особо актуальным среди отечественных водителей, скорее — среди отдельных личностей. В данном случае шлифовка ГБЦ подразумевает уменьшение ее высоты, а это, в свою очередь, необходимо для увеличения степени сжатия. Однако, следует отметить, что это было актуально, когда качественное топливо было трудно достать, соответственно, многие автомобилисты прибегали к такому решению. На сегодняшний же день данный вариант является актуальным исключительно для тех, кто хочет изменить параметры своего мотора.
- Второй случай — это необходимость фрезеровки узла при проведении каких-либо ремонтных работ с головкой блока. Имеются в виду практически все работы, начиная от замены уплотнительной прокладки и заканчивая ремонтом или заменой распределительных валов. Мы не рекомендуем уделять время только тем работам, ради которых был осуществлен демонтаж ГБЦ. Поскольку лучше вручную своими руками сделать все сразу и потратить немного больше времени, чем впоследствии опять решать данную проблему.
Подготовка головки блока к шлифовке
Помните о том, что произвести проверку плоскостей и непосредственно плотности ГБЦ вполне можно вручную своими руками, для чего вам потребуется набор щупов, а также обычная канцелярская линейка. Линейку необходимо по очереди подложить по всем диагоналям нижней плоскости, а затем следует подобрать тот щуп, который мог бы войти в интервал между плоскостью ГБЦ и линейкой. Но вам следует учесть, что вручную такой способ такой метод дать не может, тем не менее, вы будете иметь хоть какое-то представление о деформации вашего узла. На практике плоскость ГБЦ больше всего деформируется в районе цилиндров, где на поршнях образовался нагар или пробита прокладка.
Также учтите и тот факт, что процедура шлифовки узла должна осуществляться исключительно после того, как ГБЦ была полностью проверена на наличие микротрещин и прочих дефектов. Перед такой серьезной процедурой, как расточка, никаких дефектов быть не должно. Так что вам придется осуществить проверку и этого нюанса. Для поиска трещин можно воспользоваться специальной жидкостью, которая сразу же их покажет, но перед этим следует наиболее тщательно промыть поверхность узла.
Когда жидкость нанесена, необходимо подождать около пяти минут, прежде чем ее можно будет смыть. В том случае, если поверхность неровная и в ней есть микротрещины, то краска от жидкости забьется именно в них, таким образом сигнализируя о наличии дефектов. Но таим образом можно обнаружить только внешние дефекты, но не трещины внутри блока.
А чтобы выявить их, потребуется эксплуатация специализированного оборудования. Осуществить действительно качественную проверку, насколько максимум герметичны внутренние плоскости узла, возможно с использование устройства. Принцип его действия заключается в том, что он нагревает корпус ГБЦ, а затем все микротрещины будут обнаружены через воздушные пузыри, поскольку сам узел помещается в воду. В том случае, если на этом элементе агрегата все же присутствуют трещины, то их необходимо для начала ликвидировать. И только после этого можно начинать фрезеровку.
Подготовка к шлифовке

Для самостоятельной шлифовки нам понадобятся в первую очередь набор щупов, лекальная металлическая линейка, с её помощью будем определять насколько сильно изогнута ГБЦ и степень её неровности. Это скорей метод на глаз, так как только визуально можно понять, где и сколько стоит шлифовать.
Помимо такой неровности могут быть еще трещины и подобные дефекты. Это говорит о том, что двигатель хорошо перегревался и детонировал. Чтоб определить такие трещины стоит покрасить ГБЦ медленно сохнущей краской и через несколько минут стереть. Там где краска останется и будет трещина. Краску желательно использовать ярких цветов. К сожалению, увидеть можно будет только большие трещины, а вот микротрещины только с помощью специальных приборов.
В любом случае, какой бы не была изогнута ГБЦ, первым делом перед началом шлифовки нужно проверить как на большие, так и на микро трещины.
В каких случаях необходима шлифовка ГБЦ?
Ни для кого не секрет, что все без исключения компоненты ГБЦ находятся в тесном взаимодействии относительно друг друга. Соответственно, если из строя выходит один элемент, то это может стать причиной поломки и других компонентов либо же привести к серьезному дефекту узла. Например, если в прокладке ГБЦ появились пробоины, то в результате этого может произойти утечка моторной жидкости. Соответственно, ремонтные работы станут причиной необходимости не только замены самой прокладки, но и поиска причин, в результате которых прокладка была пробита.
В данном случае причина может заключаться даже в небольшом перегреве двигателя или случайном попадании влаги. Тем не менее, вся ГБЦ в данном случае подвергнется диагностике. На практике обычно прокладка пробивается в том случае, когда произошли нарушения в работе блока цилиндров, в частности, сопряжение между ГБЦ и самом блоком. В таких случаях необходима фрезеровка ГБЦ. Можно ли это сделать вручную своими руками и какой понадобится станок, вы узнаете далее.
Но сначала разберемся в истинных причинах, которые требуют такого серьезного вмешательства. В первую очередь, фрезеровка осуществляется в том случае, чтобы довести до необходимых стандартов привалочную плоскость головки, сопрягающейся с плоскостью БЦ.
Следует отметить, что данный процесс необходимо осуществлять в нескольких случаях:
- Если вы решили протюнинговать двигатель. Такой вариант является не особо актуальным среди отечественных водителей, скорее — среди отдельных личностей. В данном случае шлифовка ГБЦ подразумевает уменьшение ее высоты, а это, в свою очередь, необходимо для увеличения степени сжатия. Однако, следует отметить, что это было актуально, когда качественное топливо было трудно достать, соответственно, многие автомобилисты прибегали к такому решению. На сегодняшний же день данный вариант является актуальным исключительно для тех, кто хочет изменить параметры своего мотора.
- Второй случай — это необходимость фрезеровки узла при проведении каких-либо ремонтных работ с головкой блока. Имеются в виду практически все работы, начиная от замены уплотнительной прокладки и заканчивая ремонтом или заменой распределительных валов. Мы не рекомендуем уделять время только тем работам, ради которых был осуществлен демонтаж ГБЦ. Поскольку лучше вручную своими руками сделать все сразу и потратить немного больше времени, чем впоследствии опять решать данную проблему.