Замена направляющих втулок клапанов
Содержание:
- Когда нужно менять направляющие?
- Последовательность в работе при замене сальников клапанов
- Как заменить роликовые направляющие на шариковые
- Замена направляющих втулок клапанов ВАЗ 2109
- Как забить направляющую втулку клапана в головку
- Назначение гильз
- Причины выхода из строя клапанов
- Как меняются направляющие клапанов. Оправка для запрессовки направляющих втулок клапанов
- Можно ли заменить одну выдвижную систему ящика на другую?
- Зачем нужны направляющие втулки?
- Как заменить клапанные втулки на ВАЗ 2106
- Замена направляющих втулок клапанов. Инструменты и материалы
- Измерение износа направляющей втулки клапана
- Причины замены
- Серия НT+ semi finished
- Зачем нужны направляющие втулки?
Когда нужно менять направляющие?
Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.
Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.
Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию. Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте. Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места. Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.
Последовательность в работе при замене сальников клапанов
Открутите кастрюлю воздушного фильтра, отсоедините трос газа, снимите крышку клапанов, ниже на фото стрелками показано что откручивать.
Фото. Стрелками показано какие гайки надо открутить чтобы снять крышку клапанов
Открутите трамблер, но обязательно запомните как он стоял, тогда не придется настраивать зажигание если его поставите точно так как он стоял, он держится на трех гайках, одна гайка показана стрелкой на фото ниже, две других ниже, снимите его.
Фото. Откручиваем трамблер
На фото ниже, снята крышка клапанов, кожух ремня ГРМ и трамблер.
Фото. Двигатель без крышки клапанов и защитного кожуха ГРМ
Теперь можно снять ремень ГРМ, желательно перед этим выставить шестерню рапредвала на метку, открутить ее легко как показано на фото, вставьте торцовый ключ на гайку, он заблокирует шестерню от вращения.
Шестерню раскрутили, ослабьте натяжной ролик, снимите ремень ГРМ с шестерни, снимите шестерню с рапредвала, будьте внимательны на распредвале есть шпонка обычно она сидит очень плотно, но если шпона не полотно сидит, то может упасть и потеряться.
Фото. Откручивание шестерни распредвала
Снимайте корпус вспомогательных агрегатов, он держится на одном болте с шестигранной головкой, шестигранный ключ размером 5мм.
Фото. Откручивание внутреннего болта шестигранником
Открутите крышки корпуса распредвала, снимите рапредвал.
Фото. Распредвал без корпуса
Распредвал снят, выкрутите первую свечу, но не снимайте все стаканчики с клапанов, стаканчик снимайте только с того клапана который рассухариваете, после замены сальника, и постановки пружин на клапан сразу ставьте стаканчик на место.
Фото. Съемник клапанов
Чтобы снять пружины с первого клапана надо вставить отвертку в цилиндр под клапан через отверстие под свечу, для этого поршень должен стоять в верхней мертвой точке. Поршень слегка отведите ниже (это можно сделать так, отверткой цепляться за венец маховика через смотровое отверстие), вставьте отвертку под клапан подведите поршень верх чтобы он прижал отвертку к клапану, теперь можно снять пружины с клапана съемником клапанов.
Фото. Метка на маховике
В таком положении первый и четвертый поршни будут вверху, значит в описанной последовательности меняйте сальники на первом и четвертом цилиндре, далее проверните коленвал на пол оборота поднимутся второй и третий поршни, меняйте сальники на них.
Фото. Снятие пружин с клапана
Для снятия старого сальника есть специальный съемник, но он не обязателен, так как сальник можно снять плоскогубцами, зацепитесь плоскогубцами за сальник и постарайтесь прокрутить его, как сальник прокрутится, вытягивайте его.
Фото. Снятие старого сальника с клапана
Новый сальник оденьте на клапан, наставьте оправку, легкими ударами молотка набейте на место, признак что сальник сел на место, слегка изменится звук при ударе молотка по оправки
Фото. Одетый сальник на клапан
После того как все сальники заменены, надо все собрать в обратной последовательности, но здесь тоже не все просто надо учитывать некоторые мелочи.
Фото. Оправка для сальника
Оденьте сальник на распредвал, предварительно обмажьте его герметикам, поднимите первый поршень в верхнюю мертвую точку, распредвал вложите передними кулачками вверх как на фото ниже.
Фото. Установка распредвала в головку
Крышки рапредвала смажьте герметикам, как показано на фото ниже, закручивайте крышки на распредвал. Распредвал начинайте затягивать с центральных гаек, далее от них крест на крест.
Фото. Крышки корпуса распредвала
Корпус вспомогательных агрегатов тоже обмажьте герметикам как показано на фото ниже, закручивайте его на свое место. Будьте внимательны шток бензонасоса будет упираться в распредвал, после того как он упрется его вдавите отверткой после чего корпус встанет на место.
Фото. Нанесение герметика на корпус вспомогательных агрегатов
Открутите крышку с трамблера обмажьте его герметикам как на фото ниже, ставьте на свое место, чтобы трамблер попал в паз распредвала, прокручивайте его за бегунок, как трамблер попадет на свое место легко сядет, выставьте по намеченным меткам, затягивайте трамблер.
Фото. Нанесение герметика на корпус трамблера
Закрутите крышку трамблера на свое место. Остается поставить ремень ГРМ и поставить крышку клапанов на свое место.
Фото. Установка трамблера
Лишний герметик легко удалить тряпкой, либо дождаться когда он высохнет тогда его можно отодрать отверткой или ножом.
Замена сальников клапанов ВАЗ 21083. Видео.
Горобинский С.В.
Как заменить роликовые направляющие на шариковые
Взаимозаменяемы стандартные шариковые и роликовые полозки. Чтобы заменить роликовые направляющие на шариковые, достаточно просто перекрутить салазки, придерживаясь пошаговой инструкции, описанной в последнем разделе статьи «Как установить направляющие выдвижных ящиков». При этом останутся неприкрытыми отверстия на боковинах от положения роликовых направляющих. Их можно замаскировать самоклеющимися заглушками.
Исключение – врезные полновыкатные шариковые направляющие.
Их, к сожалению, ни на что другое, с сохранением прежних габаритов короба ящика, заменить не получится. Только на аналогичную выдвижную систему. Либо перепиливать короб ящика для соблюдения тех же самых зазоров (читайте – расчет размеров ящика под шариковые и роликовые направляющие).
То же самое можно сказать об узких рельсовых направляющих. Они также являются шариковыми, но отличаются по конструкции: сами полозья значительно уже и «шарики» в ней располагаются в один ряд, а не в два. В продаже их найти вряд ли получится, обычно ими комплектуются мебельные стенки, комоды зарубежного производства.
Замена направляющих втулок клапанов ВАЗ 2109
https://youtube.com/watch?v=UJ4u4vadcS8
Выполнять замену клапанной направляющей втулки 2109 своими руками можно только в том случае, если есть целый набор необходимых инструментов и приспособлений, а самое главное, опыт или хотя бы теоретическая подготовка. Инструменты простые, но они должны быть:
- Микрометр.
- Нутромер.
- Запрессовщик.
- Оправка для выпрессовки или съемник.
- Развертка 8,03 мм.
- Опционально — охлаждающая жидкость.
Однако, есть шанс, что можно обойтись без выпрессовки втулок. для этого потребуется произвести точные замеры при помощи микрометра и нутромера. Дело в том, что если втулка изношена равномерно по диаметру отверстия, можно подобрать ремонтные клапаны. По крайней мере, такая теоретическая возможность существует. Если этого сделать не удастся, тогда необходимо заменить втулки на ремонтные. Если придется купить новые втулки, можно столкнуться со сложностью выбора, поскольку производителей втулок для девятки есть несколько, и у каждого комплекта своя цена. Так, втулки SM продадут за 600 рублей, а бронзовые или латунные втулки для моторов с высокими нагрузками от АвтоВАЗ будут стоить уже в пределах 1200 рублей. В пределах 400 рублей будут стоить стальные ВАЗовские и Zolex.
Как забить направляющую втулку клапана в головку
Для начала надо выбрать втулку клапана, прежде чем ее забить, в магазинах большой выбор втулок клапанов, спросишь продавца направляющие втулки заводские, естественно ответит да (ему надо продать и лапшу вешать продавцы умеют). А вам потом головная боль, втулку забили а клапан не лезет, но для этого у моториста есть специальный рейбер которого у вас нет. Объясню как отличить качественную клапанную втулку от левых (подпольных) возьмите с собой клапан и при покупке втулок клапанов попробуйте одеть ее на клапан, заводская втулка оденется легко и свободно будит двигаться по клапану и наружная стенка втулки будет полирована до блеска, а место на которое набивается сальник клапана будет матового цвета. Левая втулка клапана не налезет на клапан или оденется но туго и цвет ее будет полностью матовым. Втулка клапана должна легко одеваться на клапан, так как когда ее забивают в головку она слегка обжимается и клапан входит как надо.
Прежде чем забивать втулку клапанов в головку, оденьте на нее стопорное кольцо его снимите со старой втулки, смажьте маслом отверстие в головке клапанов куда будите забивать втулку, втулка забивается сверху в низ до стопорного кольца (не перестарайтесь!!!).
Жигулевские втулки клапанов надо забивать осторожно не бейте по месту куда набивается сальник клапана это место очень хрупкое найдите трубку с внутренним диаметром 12 и максимум 13мм, ставьте ее на втулку чтобы место куда набивается сальник был внутри трубки и также кувалдочкой аккуратно забейте в головку. Втулки клапанов на головку Уаза или Газа забивайте так, на край по которому будите бить положите кусок олова или нетолстый кусочек дерева наставьте болт или кругляк которым выбивали и также кувалдочкой забивайте в головку
Если вдруг случайно слегка подомнете краюшек отверстия втулки его можно выровнять сверлом или надфилем
Втулки клапанов на головку Уаза или Газа забивайте так, на край по которому будите бить положите кусок олова или нетолстый кусочек дерева наставьте болт или кругляк которым выбивали и также кувалдочкой забивайте в головку. Если вдруг случайно слегка подомнете краюшек отверстия втулки его можно выровнять сверлом или надфилем.
Назначение гильз
Основная задача клапанов — подача в камеру сгорания топливно-воздушной смеси и вывод из неё выработанных газов. У каждого из цилиндров мотора имеется два клапана — впускной и выпускной. В направляющей втулке движется шток, который и впускает/выпускает отработанные газы и топливную смесь. Герметизация камеры сгорания происходит за счёт точной «посадки» головки на седло.
Качество работы клапанов двигателя зависит от направляющих втулок и сёдел. Во время эксплуатации они изнашиваются и не могут поддерживать высокую производительность двигателя. В такой ситуации их придётся менять.
Причины выхода из строя клапанов
Почему происходит так, что клапана со временем прогорают, и работа двигателя нарушается? Основными причинами являются:
- Использование топлива низкого качества;
- Установка неподходящих по калильному числу свечей в ГБЦ;
- Частая езда на предельных значениях оборотов двигателя;
- Использование пропановой смеси в качестве топлива без прошивки блока управления;
- Эксплуатация с признаками детонации двигателя.
Первопричиной всегда служит недобросовестное отношение к автомобилю, если вовремя следить за работой мотора, заправлять качественную горючую смесь и обслуживать своевременно все агрегаты – можно избежать последующих проблем.
Как меняются направляющие клапанов. Оправка для запрессовки направляющих втулок клапанов
В ходе ремонта ГБЦ мне потребовалось заменить направляющие втулки клапанов. Ударные методы ремонта я не приемлю, поэтому решено было сделать винтовой выпрессовыватель «как у Травникова» , упростив конструкцию и адаптировав ее под свои задачи.
Тут есть нюанс — заводская технология замены направляек на моем моторе предусматривает извлечение и запрессовывание втулок в одну сторону, сверху вниз (в сторону камеры сгорания). Это несколько упрощает конструкцию приспособления, поскольку позволяет менять только сменные упоры, передающие усилие на втулку, а весь бутерброд в КС оставлять как есть. В то же время на самих направляющих втулках отсутствуют буртики либо стопоры, ограничивающие глубину запрессовывания, т.о. этот момент должен быть обеспечен инструментально в процессе работы.
Приняв во внимание эти особенности я изготовил такой вот нехитрый суповой набор:
Основа всего прибора — болт М14 с гайкой. Класс прочности подножный 8.8, на поверку его более чем достаточно для нормальной работы устройства. Метиз потребуется слегка доработать, выполнив в его торце глухое резьбовое отверстие М6 глубиной 10мм.
Шайба и гайка опять же подножные из ближайшего магазина крепежа, упорный подшипник с внутренним диаметром 15мм какой первый попался в Автоштампе, все остальные детали, кроме направляющей втулки из 12Х18Н10Т. Направляющая втулка с конусами нужна для центровки приспособления по седлу клапана, посему сделана из алюминия для исключения повреждения седла. Кроме того изготовление ее из мягкого металла позволяет закрыть глаза на неточность угла 45 градусов, этот момент перестает играть какую либо роль в работе устройства.
Неочевидные, но очень важные моменты: сменные ввертыши необходимы для правильного распределения усилия на втулку клапана при работе — маленькая используется при выпрессовывании, большая используется при запрессовывании и одновременно является кондуктором, обеспечивающим необходимую глубину установки втулок.
Порядок сборки устройства:
Усилия при выпрессовывании весьма небольшие, максимум усилия достигается при страгивании втулки с места, далее же все проходит без видимого напряжения. Я снял на видео работу девайса, но никак не выковырну его из старенького Айфона, так что придется подождать:) любуемся:
Ну и фотодоказательства работоспособности приспособления:
Процесс запрессовывания ничем не отличается от процесса выпрессовывания, кроме использования другого ввертыша. Запрессовывать нужно до упора торца ввертыша в посадочное место нижней тарелки пружины на ГБЦ.
Засим доклад окончен, любите свои моторы друзья! Пока!
Зачастую ремонтом автомобилей занимаются сами владельцы, приспосабливая для этого частные гаражные помещения. Особенно это касается отечественных марок машин, конструкция которых предусматривает ремонт основных узлов и механизмов. Не являются исключением ремонтные работы ответственных узлов двигателя.
Ремонт головки блока цилиндров часто подразумевает замену направляющих втулок клапанов газораспределительного механизма, который отвечает за своевременную подачу воздуха и топливовоздушной смеси в цилиндры двигателя внутреннего сгорания.
Признаки, указывающие на осмотр и необходимость замены направляющих втулок:
- прослушивается посторонний стук в двигателе;
- повышается расход масла;
- наблюдается поперечный люфт клапана во втулке.
Часто понятия «выпрессовка
» и «запрессовка » деталей ассоциируют с термином «демонтаж » и «монтаж ». Это не совсем правильно, так как демонтажные или монтажные работы больше относятся к свободно посаженным деталям, а вот выпрессовка или запрессовка — к деталям, установленным с натягом. Это более трудоемкий процесс.
Для процесса запрессовки и выпрессовки применяют разные по своей конструкции виды прессов: гидравлические, верстачные реечные, верстачные винтовые. У каждого пресса имеются свои функциональные возможности. Верстачные реечные и верстачные винтовые уместно применять для выпрессовки небольших деталей: втулок, пальцев, шпилек и т.д. Гидравлические прессы уместны при выполнении работ с большими деталями. Замена втулки клапанов. Для установления новых деталей требуется подготовить каждое гнездо — выпрессовать старые элементы.
Можно ли заменить одну выдвижную систему ящика на другую?
Обычно этим вопросом озадачиваются те, кто приобрел бюджетный кухонный гарнитур с выдвижными ящиками на роликовых направляющих, качество которых «не очень». Хочется заменить их на что-то получше и вообще другое, более приятное в эксплуатации.
В общем, причины могут быть разные. И есть одна хорошая новость – да, это возможно. Менять фасады и сам корпус тумбы с ящиками не придется. Может быть несовпадение по крепежу. Но поскольку все крепления располагаются с внутренней стороны фасадов и стенок корпуса, это будет незаметно.
А вот относительно самих коробов выдвижных ящиков все не так однозначно. Ведь у разных выдвигающихся механизмов может отличаться как и размер, так и конструкция ящика.
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.
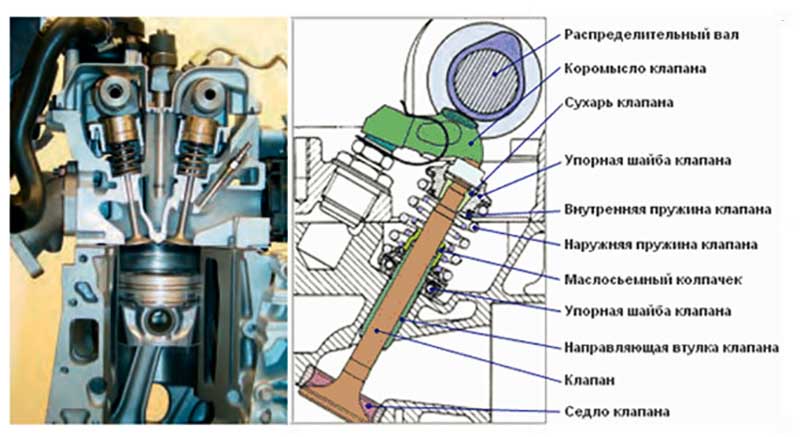
На схеме двигателя показано расположение направляющих втулок
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.

Слева втулка для выпускного клапана, справа — для впускного

Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Втулки выполняют следующие функции:
- как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.

Чугунные детали ВАЗ 2106 — впускные втулки короче выхлопных
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.

Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
Как заменить клапанные втулки на ВАЗ 2106
-
Открыть доступ к втулкам клапанов за счёт проворачивания двух крайних шпилек, которые мешают установить оправку. Отворачиваются они методом навинчивания на них четырёх гаек попарно. Можно прибегнуть к специальному шпильковёрту.
Шпильки ГБЦ ВАЗ 2106 откручиваются для доступа к клапанам
-
Направляющая втулка легко выпрессовывается ударами молотка по вставленной оправке. Прежде чем приступать к извлечению старой втулки, необходимо перевернуть ГБЦ.
Выпрессовка направляющей втулки ВАЗ 2106 из гнезда с помощью специального инструмента
-
Деталь устанавливается в седло, затем молотком и оправкой запрессовывается до упора в плоскость ГБЦ. На втулки надеваются стопорные кольца и в таком состоянии проводится их запрессовка. Втулки впускных клапанов на ВАЗ 2106 несколько короче, чем втулки выпускных клапанов. Изнутри они покрыты канавками, которые смазывают клапаны. Длина канавок различается у впускных и выпускных клапанов: в первом случае они идут только до половины седла, во втором — до его дна.
Запрессовка новых направляющих втулокВАЗ 2106
-
По окончании монтажа втулок их отверстия разворачиваются, причём их диаметр различается.
Отверстия направляющих втулок ВАЗ 2106 разворачиваются после монтажа
Замена направляющих втулок клапанов. Инструменты и материалы
Подмена направляющих втулок проводится с внедрением последующего инвентаря:
- молоток;
- развёртки на 8.022 и 8.028;
- оправка для выпрессовки и запрессовки втулок.
Втулки меняют при помощи ступенчатой оправки — латунного или бронзового инструмента. Упирается он в направляющую втулку, после этого она выбивается ударом молотка. Таковой метод выпрессовки не так вредит ГБЦ, как внедрение обыденного молотка и зубила. Особый съёмник употребляется не только лишь для снятия втулок, да и для их подмены.
Ступенчатая оправка, применяемая для выпрессовки направляющих втулок ВАЗ 2106
Наилучшим инвентарем для подмены направляющих втулок является съёмник-выпрессовщик. Такие приспособления позволяют снимать втулки клапанов без повреждения посадочной плоскости на ГБЦ. Наличие этого инструмента дает возможность избежать задиров и других изъянов ГБЦ, которые могут показаться при использовании оправки и молотка.

Съёмник-выпрессовщик для направляющих втулок ВАЗ 2106— универсальный инструмент
Измерение износа направляющей втулки клапана
Прежде чем измерять износ направляющей втулки клапана, необходимо измерить диаметр стержня клапана. Затем с помощью измерителя с разрезным кольцевым щупом измеряется диаметр отверстия в центральной части направляющей втулки клапана. После этого раскрытие кольцевого щупа измеряется с помощью микрометра. Затем измеряется диаметр отверстия на обоих концах направляющей втулки.
Разрез в кольцевом при этих измерениях должен быть ориентирован перпендикулярно оси максимального износа отверстия. Затем вычисляется разница между наибольшим диаметром отверстия в направляющей втулке и диаметром стержня клапана. Если зазор оказывается больше установленного предела, направляющая втулка клапана подлежит ремонту.
Зазор между стержнем и направляющей втулкой клапана можно также определить, измерив с помощью измерителя смещения с циферблатной шкалой люфт клапана, выдвинутого из седла. Необходимо также измерить диаметр стержня клапана.
Большинство американских производителей автомобилей, в двигателях которых используются встроенные направляющие втулки клапанов, рекомендуют расширять изношенные отверстия в направляющих втулках с помощью развертки и заменять клапаны новыми, со стержнями увеличенного, ремонтного диаметра. Если направляющая втулка клапана изношена, то скорее всего изношен и стержень клапана. В этом случае требуются новые клапаны. Но если клапаны заменяются, то безразлично — имеют ли они стержень стандартного диаметра или ремонтный, увеличенного диаметра. Ремонтные клапаны выпускаются обычно с диаметрами стержней, увеличенными на стандартную величину — 0,003, 0,005, 0,015 и 0,030 дюйма. Отверстие в ремонтируемой направляющей втулке развертывается или хонингуется до необходимого диаметра, соответствующего диаметру стержня ремонтного клапана. Зазор между стержнем и отремонтированной направляющей втулкой сохраняется таким же, как у старого клапана. При замене изношенных клапанов ремонтными, имеющими стержни увеличенного диаметра, масляный зазор и характеристики теплопередачи остаются прежними.
Многие компании, занимающиеся капитальным ремонтом двигателей, с целью упрощения ремонта головок, используют ремонтные клапаны со стержнями увеличенного диаметра.
При восстановлении отверстия в направляющей втулке клапана по технологии накаткиу накаточная головка, вращаясь, углубляется в отверстие. В ходе этой операции диаметр отверстия уменьшается за счет вытеснения металла из одних мест в другие. Технология накатки идеально подходит для двигателей со встроенными направляющими втулками клапанов (т.е. несъемными, отлитыми вместе с головкой блока цилиндров и, следовательно, незаменяемыми). Накатку не рекомендуется использовать для восстановления отверстий с износом, превышающим 0,006 дюйма (0,15 мм). В процессе накатки накаточный ролик конической формы, имеющий небольшой диаметр, или резьбонарезной резец со специально затупленной режущей кромкой, вдавливается в стенку отверстия, выдавливая в ней канавку без удаления металла, как показано на рис. 13.39 и 13.40. Металл выдавливается на края канавки, аналогично тому, как мягкий грунт выдавливается колесами автомобиля из колеи на ее края (образуя непрерывный выступ по краям колеи). Накаточная головка приводится в действие дрелью с понижающим редуктором. Развертки, входящие в комплект накаточной головки, развертывают накатанное отверстие ровно настолько, чтобы обеспечить соответствие зазора между направляющей втулкой и стержнем клапана требованиям общих стандартов на восстановленные узлы. Если требуется особая точность, отверстия хонингуются до заданного размера на высокоточном оборудовании. У направляющих втулок клапанов, восстановленных накаткой, зазор обычно вдвое меньше, чем у новых деталей. Но столь небольшой зазор допустим, потому что после накатки в стенке отверстия, по все его длине, остается множество тонких кольцевых выступов, которые удерживают масло, обеспечивая нормальную смазку.
Причины замены
Как говорилось выше, причиной замены клапанов может стать обрыв ,но не всегда причина заключается только в этом. Часто клапана нуждаются в замене из-за перескакивания моторной цепи. Когда это происходит, то клапана просто выворачивает и понятно, что дальнейшая их эксплуатация становится невозможной. После этого клапана выглядят следующим образом:
Кроме того, клапаны могут сами износиться. Вернее, износу подвергается именно ножка клапана, которая имеет определенный размер. Ножку специально замеряют микрометром, чтобы проверить соответствие нормам. Так, если ножка клапана имеет размер, который меньше 7,97 мм, то это уже износ и такой клапан следует отправлять в мусорный бак. Наконец, прогар или трещина самой тарелки может стать причиной того, что следует менять клапаны.
Серия НT+ semi finished
(High Temperature and High Wear Resistance – очень высокая термостойкость и износостойкость) Это сочетание материалов отличается очень высокой износостойкостью, сохраняющейся даже при крайне высоких температурах. Состав материала колец седла клапана HT+ рассчитан на то, что несмотря на повышенную износостойкость, будет иметь место средняя нагрузка со стороны режущего материала и упрощенная обработка. Сочетание керамической инструментальной стали из карбида вольфрама и очень высокого содержания стабильно внедренных антифрикционных добавок особенно хорошо подходит для сухого сжигания, которое имеет место при использовании такого газового топлива, как сжиженные углеводородные газы (LPG), компримированный природный газ (CNG), пропан и при гибком выборе топлива (Flex Fuel). Возможно также применение в мощных двигателях внутреннего сгорания и дизельных двигателях. Кроме того, кольцо седла клапана серии HT+ отличается очень хорошей теплопроводностью и, несмотря на высокие нагрузки, которым подвергаются эти двигатели, «микросварки» кольца седла клапана с клапаном не происходит.
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.
На схеме двигателя показано расположение направляющих втулок
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.
Слева втулка для выпускного клапана, справа — для впускного
Важный момент. Направляющие элементы для впускной и выпускной группы клапанов отличаются по конструкции, хотя внешне могут выглядеть одинаково (например, детали для российских автомобилей ВАЗ 2108—09). Разница такая: во втулке для выхлопного тракта масляная канавка выполнена по всей длине отверстия, а для впускного — только наполовину. А вот изделия для «классики» ВАЗ 2106 различаются и по размерам, при одинаковом диаметре выпускные элементы длиннее впускных.
Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Втулки выполняют следующие функции:
- как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.
Чугунные детали ВАЗ 2106 — впускные втулки короче выхлопных
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.
Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
С этим читают